DOI: https://doi.org/10.1002/aesr.202400011
تاريخ النشر: 2024-02-19
تكنولوجيا الأغشية لتوفير الطاقة: المبادئ، التقنيات، التطبيقات، التحديات، وآفاق المستقبل
أبحاث الطاقة المتقدمة والاستدامة
PDF الناشر، المعروف أيضًا باسم نسخة السجل
رابط إلى سجل النشر في بوابة بحث جامعة كوينز بلفاست
حقوق الطبع والنشر 2024 المؤلفون.
هذه مقالة مفتوحة الوصول نُشرت بموجب ترخيص المشاع الإبداعي للاستخدام المنسوب (https://creativecommons.org/licenses/by/4.0/)، الذي يسمح بالاستخدام غير المقيد، والتوزيع، وإعادة الإنتاج في أي وسيلة، بشرط أن يتم الإشارة إلى المؤلف والمصدر.
تحتفظ المؤلف(ون) و/أو مالكي حقوق الطبع والنشر الآخرين بحقوق الطبع والنشر للمطبوعات المتاحة عبر بوابة بحث جامعة كوينز بلفاست، ومن شروط الوصول إلى هذه المطبوعات أن يعترف المستخدمون ويلتزمون بالمتطلبات القانونية المرتبطة بهذه الحقوق.
بوابة البحث هي مستودع جامعة كوينز المؤسسي الذي يوفر الوصول إلى مخرجات بحث جامعة كوينز. تم بذل كل جهد لضمان أن المحتوى في بوابة البحث لا ينتهك حقوق أي شخص، أو القوانين البريطانية المعمول بها. إذا اكتشفت محتوى في بوابة البحث تعتقد أنه ينتهك حقوق الطبع والنشر أو ينتهك أي قانون، يرجى الاتصال بـopenaccess@qub.ac.uk.
الوصول المفتوح
تكنولوجيا الأغشية لتوفير الطاقة: المبادئ، التقنيات، التطبيقات، التحديات، وآفاق المستقبل
الملخص
تظهر تكنولوجيا الأغشية كحل تحويلي للتحديات العالمية، متفوقة في معالجة المياه، وتنقية الغاز، وإعادة تدوير النفايات. تستعرض هذه المراجعة الشاملة المبادئ، والمزايا، والتحديات، وآفاق تكنولوجيا الأغشية، مع التأكيد على دورها المحوري في معالجة القضايا البيئية المعاصرة والاستدامة. الهدف هو المساهمة في الأهداف البيئية من خلال استكشاف المبادئ، والآليات، والمزايا، والقيود لتكنولوجيا الأغشية. تشمل الميزات الملحوظة كفاءة الطاقة، والانتقائية، والأثر البيئي الأدنى، مما يميزها عن الطرق التقليدية. تسلط التطورات في الأغشية النانوية، والأغشية المسامية العضوية، والأغشية القائمة على الهياكل العضوية المعدنية الضوء على إمكاناتها في إزالة الملوثات بكفاءة طاقة. تؤكد المراجعة على دمج مصادر الطاقة المتجددة لعمليات التحلية والفصل الصديقة للبيئة. تتكشف المسار المستقبلي مع الأغشية النانوية المركبة من الجيل التالي، والبوليمرات المستدامة، واستهلاك الطاقة المحسن من خلال الأساليب الكهروكيميائية والهجينة. في الرعاية الصحية، تعيد تكنولوجيا الأغشية تشكيل تبادل الغاز، والغسيل الكلوي، وأجهزة الاستشعار الحيوية، وشفاء الجروح، وتوصيل الأدوية، بينما في الصناعات الكيميائية، تسهل فصل المذيبات العضوية. يتم الاعتراف بالتحديات مثل التلوث، واستقرار المواد، وكفاءة الطاقة، مع الاعتراف بدمج الذكاء الاصطناعي كحدود متقدمة. على الرغم من القيود، تحمل تكنولوجيا الأغشية وعدًا بالاستدامة وإحداث ثورة في صناعات متنوعة.
1. المقدمة
أ. I. عثمان
جامعة كوينز بلفاست
مبنى ديفيد كير، طريق سترانميلس، بلفاست BT9 5AG، أيرلندا الشمالية، المملكة المتحدة
البريد الإلكتروني: aosmanahmed01@qub.ac.uk
ز. تشين، P.-S. ياب
جامعة شيان جياوتونغ-ليفربول
سوتشو 215123، الصين
البريد الإلكتروني: PowSeng.Yap@xjtlu.edu.cn
يمكن العثور على رقم التعريف ORCID للمؤلف(ين) لهذه المقالة تحت https://doi.org/10.1002/aesr.202400011.
© 2024 المؤلفون. أبحاث الطاقة المتقدمة والاستدامة نشرت بواسطة وايلي-VCH GmbH. هذه مقالة مفتوحة الوصول بموجب شروط ترخيص المشاع الإبداعي للاستخدام، الذي يسمح بالاستخدام، والتوزيع، وإعادة الإنتاج في أي وسيلة، بشرط أن يتم الاستشهاد بالعمل الأصلي بشكل صحيح.
أ. م. الجراحي
بورسعيد، مصر
أ. م. الجراحي
قسم العلوم البيئية
كلية العلوم
جامعة بورسعيد
بورسعيد، مصر
م. فرغلي
جامعة كوبي
كوبي 657-8501، اليابان
I. م. أ. محمد
كلية الطب البيطري
جامعة أسيوط
أسيوط 71526، مصر
2. تقنيات الأغشية لتوفير الطاقة
2.1. معالجة المياه والتحلية
بولي بوتيلين سكسينات، بالإضافة إلى مواد طبيعية مثل السليلوز، والألجينات، والكيتوزان، والكيتين، واللجنين، والكولاجين، والسيريسين.
المحلول الملحي عالي الضغط الذي يتم إطلاقه من تيار احتباس الغشاء، والذي يمكن أن يحسن أداء المصنع ويوفر ما يصل إلى
يجب أن يتم تقييم مصادر الطاقة المتجددة من خلال كل من النمذجة والدراسات التجريبية قبل النظر في جدواها التجارية.
2.2. تقنيات الأغشية المتكاملة وخلايا الوقود الميكروبية (MFCs) لتوفير الطاقة
نهج فعال من حيث التكلفة وبسيط لجني الكتلة الحيوية للطحالب، واستخراج الدهون، وفصل المنتجات القيمة. ثالثًا، يتيح استخدام أنظمة الأغشية للفصل اللاحق لمخاليط استرات الميثيل الدهنية الاحتفاظ بالزيت غير المتفاعل، واستعادة الكحول غير المستخدم، وفصل الجلسرين، مما يعزز الكفاءة من حيث التكلفة. علاوة على ذلك، يمكن أن يؤدي الفصل والتنقية المعتمدة على الأغشية لمخاليط استرات الميثيل الدهنية إلى إنتاج وقود حيوي يفي بمعايير الجمعية الأمريكية للاختبار والمواد بتكلفة أقل وبأثر بيئي مخفض.
الميكروبات واستعادة الغشاء في المنطقة المتأثرة. يقلل تطوير مواد أغشية السليلوز البكتيري من استهلاك الطاقة للفصل المدفوع بالجاذبية ويوسع أيضًا تطبيقات الفصول.
2.3. إزالة الملوثات
مياه الصرف ووجدوا أن التجلط الكيميائي ساعد في استعادة الطاقة من AnMBR ( -0.08 إلى
تتجاوز التركيز حدًا محددًا (
2.4. تنقية الغاز
تظهر الأغشية عمومًا انتقائية أقل مقارنةً بالأغشية المستمدة من MOF، التي يمكنها ضبط أحجام مسامها بدقة وفقًا للقطر الحركي لجزيئات الهيدروجين.
أحجام مسام مختلفة لإنشاء شبكات مسام متداخلة، مما يعزز
انتقائية مثيرة للإعجاب للإيثيلين/الإيثان تبلغ 120، مع نفاذية إيثيلين تبلغ 135 وحدة نفاذ غاز. هذه التقدمات تحمل وعدًا بتحسين عمليات فصل الهيدروكربونات، مما يساهم في زيادة الكفاءة في التطبيقات الصناعية.
3. آليات ومبادئ تكنولوجيا الأغشية
3.1. دور هيكل الغشاء وخصائصه في الفصل
3.2. آليات النقل عبر الغشاء
على عدة عناصر رئيسية، بما في ذلك الحجم الجزيئي الكلي للغشاء، وهيكله الشكلي، وملاءمته الكيميائية. تعتمد فعالية عمليات الفصل المعتمدة على الأغشية بشكل كبير على الأنواع المحددة من الأغشية ووحداتها النمطية.
3.3. العوامل المؤثرة على أداء الغشاء
غشاء الأسموزية الأمامية. ويرجع ذلك إلى زيادة عدم الاستقرار الذي يتم مواجهته على طول الغشاء. تزيد القوة الأسموزية من ظاهرة الاستقطاب التركيز، مما يتسبب في تكوين طبقة تلوث سميكة.
|
حجم مسام الغشاء [نانومتر] | القوة الدافعة | الآلية | التطبيقات | المراجع | ||||
| تقنية فصل الغشاء المدفوعة بالضغط | الترشيح الدقيق | غشاء ميكرو مسامي متماثل وغير متماثل | 100-10000 | فرق الضغط (0.1-2 بار) | المنخل | صناعات مثل الأدوية، الأغذية، ومعالجة المياه لأغراض الشرب. المعالجة المسبقة لـ NF و RO | [236] | ||
| الترشيح الفائق | غشاء ميكرو مسامي غير متماثل | 10-100 | فرق الضغط (1-10 بار) | المنخل | صناعات مثل الألبان، الأغذية، الأدوية، النسيج، ومعالجة المياه. المعالجة المسبقة لـ NF و RO | [237] | |||
| NF | – | 0.1-10 | فرق الضغط (10-25 بار) | انتشار المحلول | معالجة مياه الصرف الصحي وتحلية المياه المالحة، إزالة الكروم | [238] | |||
| RO | – | <2 | فرق الضغط (15-80 بار) | انتشار المحلول | تركيز العصير والحليب، تحلية مياه البحر، تزويد مياه الغلايات | [239] | |||
| تقنية فصل الغشاء المدفوعة بالتركيز | التبخر | غشاء غير مسامي غير متماثل | <1 | فرق ضغط البخار/ فرق التركيز (0.001-1 بار) | انتشار المحلول | فصل خليط سائل، استرداد الهيدروجين والهيليوم | [240] | ||
| فصل الغاز | غشاء مسامي/غير مسامي | <1000 | فرق التركيز | تدفق كنودسن (الأغشية المسامية). الانتشار (الأغشية غير المسامية) | إزالة المواد العضوية أثناء معالجة المياه | [241] | |||
| تقنية فصل الغشاء المدفوعة بالكهرباء | التحليل الكهربائي | غشاء غير مسامي لتبادل الكاتيونات والأنيونات | – | فرق الجهد الكهربائي | استبعاد دونان (النقل الانتقائي للأيونات) | تحلية وفصل الأحماض الأمينية | [242] | ||
| تقنية فصل الغشاء المدفوعة بالحرارة | تقطير الغشاء | غشاء ميكرو مسامي | 0.2-1 (فرق درجة الحرارة) | فرق ضغط البخار | توازن بخار-سائل | صناعة أشباه الموصلات، تحلية مياه البحر | [243] | ||
4. مزايا وقيود تقنية الغشاء
4.1. مزايا تقنية الغشاء
تُعرف بمتطلبات حجمها المنخفض، واستقرارها العالي، وسهولة التحكم في العملية، وتدفق النفاذية الكافي، واستهلاك المواد الكيميائية الاقتصادي، والاحتفاظ الممتاز بالملوثات، والجدوى الاقتصادية، والموثوقية التشغيلية.
4.2. قيود تقنية الأغشية
4.2.1. تلوث الأغشية
تكون الأغشية البوليمرية، بسبب طبيعتها الكارهة للماء، أكثر عرضة للتلوث؛ 2) خشونة السطح: تزيد السطح الخشن للغشاء من احتمال توجيه الجسيمات المستحلبة داخل الغشاء، مما يزيد من خطر التلوث؛ 3) حجم المسام: تزيد المسام الأكبر داخل الغشاء من فرصة انسداد التلوث، مما يزيد من احتمال التلوث؛[101] 4) المحبة للماء/الكارهة للماء: تكون الأغشية الأكثر محبة للماء أقل عرضة للتلوث، بينما تكون الأغشية الأكثر كراهية للماء أكثر عرضة؛ 5) تفاعل الجسيمات المستحلبة: يمكن أن تجعل الجسيمات المستحلبة الغشاء مشحونًا سلبًا، مما يجذب الأيونات المشحونة إيجابيًا مثل
4.2.2. وحدات الأغشية
ويحيط بأنبوب جمع محوري. الوحدات الحلزونية التجارية بعرض حوالي 0.66 قدم وطول 3.33 قدم، مع تصاميم تحتوي على عدة أغطية تسمح بمرور السائل المنفذ عبر أنبوب مركزي، مما يقلل من فقدان الضغط. في المقابل، تحتوي وحدات الألياف المجوفة على أقطار تتراوح من 10 إلى 20 سم وارتفاعات من
4.2.3. تكاليف رأس المال والتشغيل العالية
| نظام الغشاء | تكلفة البناء/ تكلفة رأس المال | تكلفة التشغيل | تكلفة الصيانة | متطلبات الأرض |
| غشاء الترشيح الفائق | أعلى | أعلى | أعلى | أقل |
| مرشحات الرمل التقليدية | أقل | أقل | أقل | أعلى |
4.3. طرق التغلب على تلوث الغشاء
4.3.1. الطرق الشائعة
www.advancedsciencenews.com
| العوامل | المزايا | التحديات/القيود | المراجع |
| الترشيح الفائق | فعّال من حيث التكلفة، عملية بسيطة، وثبات حراري أكبر | عدم الإزالة الكاملة للمواد الصلبة المعلقة، البكتيريا، والجراثيم الأخرى (الفيروسات) | [244] |
| الترشيح الميكروي | تكلفة منخفضة مقارنة بتقنيات الترشيح الأخرى، منخفضة في الضغط واستهلاك الطاقة | يعرض السائل المعالج جودة منخفضة، وزيادة القابلية للأكسدة، ويحقق إزالة منخفضة للمواد الصلبة المعلقة والبكتيريا. | [244] |
| RO | سهولة التشغيل، كفاءة أفضل، إزالة فعالة للأملاح المعدنية | تتطلب تكاليف رأس المال والتشغيل العالية معالجة مسبقة وضغط مرتفع لعملية المعالجة | [245] |
| NF | طاقة أقل للمعالجة، سهولة التشغيل، كفاءة أفضل، نفاذية مياه عالية | تكلفة عالية، حساسية للكلور الحر | [72] |
| الغشاء كقطب كهربائي | تصنف مواد الغشاء بناءً على توصيلها الكهربائي، مما يسمح بتطبيق تقنية الغشاء على عمليات مختلفة مثل الأكسدة الكهروكيميائية، التحفيز الكهروضوئي، الطرق الصديقة للبيئة، والمزيد. | يوجد نقص في كفاءة النقل الهش في المفاعل واستهلاك الطاقة الكبير. | [246] |
| الأسموزية الأمامية | يمكن لجزيئات الماء التحرك بحرية بسبب عدم وجود ضغط خارجي؛ يؤدي فصل المذاب إلى إنشاء ماء نقي، ولا يتطلب ضغطًا إضافيًا. | تمتاز مادة غشاء التناضح الأمامي بميزات متقدمة تتحكم في انسداد الغشاء. | [89] |
| التحكم في الانسداد | تحسين حالة نقل الكتلة يقلل من درجة تركز الاستقطاب المرتبطة بالانسداد، مما يؤدي إلى
|
تكلفة رأس المال مرتفعة، ووجود آليات حركية معقدة يؤدي إلى ترسيب دائم للجزيئات على السطح وانسداد المسام. | [247] |
| التبخر | يمكن استخدامه لفصل الماء من أنواع مختلفة وفصلها الحسي المتنوع، مما يوفر الطاقة ويحافظ على البيئة. | تحت ظروف قاسية، يقتصر استخدام بعض الأغشية بسبب نقص التوفر وارتفاع تكلفة هذه الأغشية. | [248] |
| تقنيات المعالجة المسبقة | تزيل بفعالية ملوثات الغشاء، مما يوفر حماية ضد التدهور البيئي الكبير المرتبط بإعادة تدوير مياه الصرف المختلطة بالزيت. | مكلفة، أقل كفاءة في معالجة المعادن الثقيلة، تتطلب طاقة أكبر | [245] |
| تقنيات هجينة | تحسين جودة المياه، فعالية التكلفة، إزالة فعالة للملوثات من البيئة، وزيادة كفاءة الغشاء تتحقق من خلال إزالة الحواجز. | على الرغم من حدوث انسداد الغشاء بشكل نسبي منخفض، إلا أنه لا يزال يؤدي إلى تقليل كل من معدل الفصل ومعدل نفاذ الغشاء. | [249] |
| التقطير | يمكن فصل الطور السائل عن الطور الغازي؛ المادة تتمتع بدرجة عالية من النفاذية ومقاومة عالية للماء؛ لا يُلاحظ تكثف مسام الغشاء في نهاية التفاعل. | يتطلب مكثفًا كبيرًا بسبب الكمية الصغيرة من البخار المتكون التي تتشتت في كمية كبيرة من الغاز الساحب وارتفاع تكلفة المعدات والتركيب. | [250] |
(مثل عدم الاستقرار، ودرجة الحرارة، ودرجة الحموضة)، فإن بروتيناز أكثر فعالية بشكل ملحوظ من المواد الكيميائية التقليدية في التحكم في الغشاء غير القابل للعكس.
4.3.2. توقع انسداد الغشاء المدمج بالذكاء الاصطناعي (AI)
تحسين أداء النظام، والتخطيط على المدى الطويل، ودمج الذكاء الاصطناعي بسلاسة في عمليات النظام.
لتوقع انسداد الغشاء.
5. آفاق المستقبل والتحديات
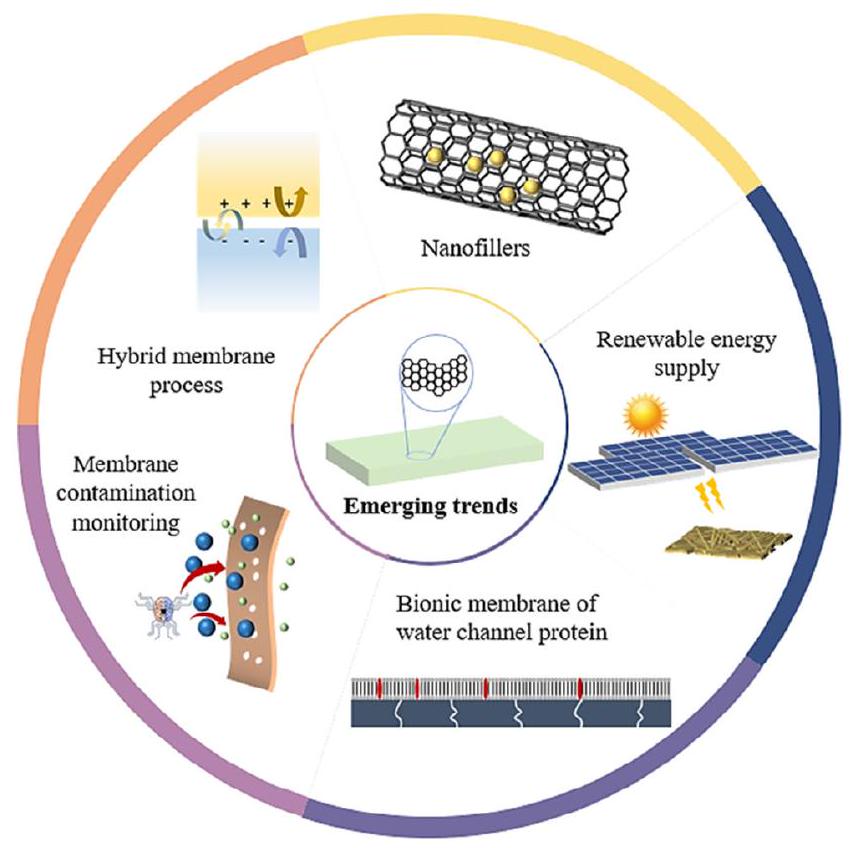
5.1. الاتجاهات الناشئة في تكنولوجيا الأغشية
( 5 دورات:
أفلام النانو مركبات. يمكن حقن أغشية البولي أميد بالمواد النانوية من خلال طرق مختلفة، بما في ذلك طريقة الجل-المحلول، وتعدين/تعدين السطح، والتبلور الواجهاتي.
الغشاء، مما يشكل قشورًا. وهذا يتطلب تنظيف الغشاء لإزالة المكونات المتبقية وإطالة عمر الغشاء وكفاءته وقابليته للتكرار.
| نانو حشوات | الخصائص | المواد المفصولة بواسطة الأغشية | نفاذية الماء [
|
التأثير على الغشاء | اتجاه التحسين | المراجع |
| إطار الإيميدازول الزيوليتي/أنابيب الكربون النانوية | يوفر مسار انتشار فعال ومستمر؛ يمنع التكتل الذاتي لجسيمات إطار الإيميدازول الزيوليتي-8؛ نسبة ارتفاع عالية | الكلور | – | زيادة نفاذية الماء، استقرار عالي للكلور | تحسين بواسطة نوع الإطار المعدني العضوي، نسبة الارتفاع، وطول العمر | [251] |
| جسيمات السيليكا المسامية المفعلة ثلاثي كلور السيلان أوكتاديسيل | سطح هيدروكسي؛ محب للماء | سيليكات الموليبدينوم؛ ديكستران | – | تحسين كبير في نفاذية الماء وتحسين استقرار الذوبان | – | [252] |
| الكربون النيتريدي الجرافيتي/أنابيب الهالوسيت | هيكل أنبوب مجوف؛ مجموعات هيدروكسيل على السطح؛ قوة ميكانيكية عالية؛ تكلفة منخفضة | كبريتات الصوديوم؛ كبريتات المغنيسيوم؛ كلوريد المغنيسيوم؛ كلوريد الصوديوم | 20 | خصائص فصل معززة؛ نفاذية ماء عالية | تعديل نسبة وحجم المواد النانوية | [253] |
| نانو كريات بوليمرية من أمينوفينول/راتنج فورمالديهايد | غنية بمجموعات هيدروكسي وأمين | الكلور | 56.3/71.3 | محبة عالية للماء؛ إعادة استخدام عالية؛ خصائص ميكانيكية قوية | – | [254] |
| أكسيد السيريوم@أنابيب الهالوسيت | تحسين الشحنة السطحية؛ مساحة سطح عالية | حمض الهيوميك | 206.42 | محبة أعلى للماء، مقاومة للتلوث البيولوجي، طاقة سطحية بينية أعلى | – | [255] |
قنوات.
تعتبر أنظمة خلايا الوقود ذات القدرة المحددة مهمة، ويمكن أن يساهم دمج أنظمة تخزين الطاقة الفعالة في الحفاظ على استقرار نظام الطاقة.
أداء أعلى في خلايا الوقود.
5.2. التطبيقات المستقبلية لتقنية الأغشية
5.2.1. القطاعات الطبية
يمكن أن تكون أسطح الأكسجيناتور باستخدام مواد بوليمرية أو تعديل السطح باستخدام أدوية مضادة للتخثر واستراتيجيات واجهة حيوية مفيدة أيضًا في تحسين توافق الدم.
الكشف في أغشية التصفية. هذه الخطوة الرائدة مكنت من التحقيق في العلاقة بين مستويات الليزوزيم غير الطبيعية وبداية اللوكيميا وأمراض الكلى. يمكن لجهاز الاستشعار الحيوي القائم على MXene المكون من طبقتين من الدهون الكشف بفعالية عن علامة الورم BC BRCA1، والكشف الكهروكيميائي الفعال لجينات مثبطات الأورام (الجينات المتحورة في سرطان الثدي)، مما يساعد في إصلاح الحمض النووي الريبي منقوص الأكسجين التالف.
درجة الحرارة
وسلفاديازين الفضة له تأثيرات مضادة للبكتيريا قوية ضد الإشريكية القولونية والمكورات العنقودية الذهبية، مما يوفر كفاءة علاجية عالية لتعزيز شفاء الجروح.
5.2.2. القطاعات الكيميائية
عبر الغشاء، يُمكن لمذيب عضوي NF، وهو تقنية جديدة نسبيًا، أن يُتيح فصلًا سريعًا وطويل الأمد للجزيئات في نطاق الوزن الجزيئي لـ
5.3. التحديات في توسيع تقنية الأغشية
الأفلام الحرة على نطاق واسع. تحتاج الفجوات بين نتائج البحث التي تم الحصول عليها على مستوى المختبر والمقياس التجاري إلى تقييم أهمية أداء الغشاء والنظام، حيث تفتقر العمليات الغشائية الحديثة نسبيًا حاليًا إلى معايير موثوقة لإعدادات النماذج الأولية. لتقليص الفجوة من المختبر إلى مستوى النموذج الأولي، يتم تشجيع تصنيع الأغشية على نطاق واسع وتقييم المواد الوظيفية الواعدة ومواد الركيزة التي تحافظ على الخصائص بنشاط.
6. الخاتمة
تظل مشكلة انسداد الأغشية المستمرة، والتي يمكن أن تؤدي إلى تدهور الأداء بمرور الوقت. يسعى الباحثون إلى ابتكار حلول للتحكم في الانسداد في التطبيقات على نطاق واسع، بهدف تحقيق أداء متسق. إن الانتقال من الأغشية المعتمدة على البترول إلى الأغشية الصديقة للبيئة يطرح تحديات مالية، مما يتطلب مقارنات اقتصادية صارمة لاتخاذ قرارات مستنيرة.
شكر وتقدير
تعارض المصالح
الكلمات الرئيسية
www.advancedsciencenews.com
[1] م. فرغالي، أ. إ. عثمان، إ. م. أ. محمد، ز. تشين، ل. تشين، إ. إهارا، ب.-س. ياب، د. و. روني، رسائل الكيمياء البيئية 2023، 21، 2003.
[2] أ. سلامرشاك، ج. كالياس، د. و. أونيل، نات. كوميونيك. 2022، 13، 6932.
[3] أ. إ. عثمان، ل. تشين، م. يانغ، ج. ميسغوا، م. فرغالي، س. فوزي، د. و. روني، ب.-س. ياب، رسائل الكيمياء البيئية 2023، 21، 741.
[4] أ) م. باسيتشنيك، ب. ستانوفسكي، ب. بوليجايف، ب. زاتش، م. شيتس، م. بوباك، ج. سي. يانسن، م. بريبيل، ج. إ. بارا، ك. فريز، ج. هافليكا، د. ل. جين، ر. د. نوبل، ب. إيزاك، تكنولوجيا تنقية المياه، 2023، 323، 124436؛ ب) أ. كنيبل، ج. كارو، نات. نانو تكنولوجي، 2022، 17، 911.
[5] أ) ف. سوياكوا، هـ. وين، د. لياو، ج. ليو، ج. ميمبر. ساي. 2022، 659، 120773؛ ب) س. ليو، ج. تشو، ج. تشينغ، إكس. وانغ، ج. ليو، و. جين، فصل. تنقية. تكنولوجيا. 2022، 299، 121729.
[6] X. Qian, M. Ostwal, A. Asatekin, G. M. Geise, Z. P. Smith, W. A. Phillip, R. P. Lively, J. R. McCutcheon, J. Membr. Sci. 2022, 645, 120041.
[7] أ) س. ب. بيرا، م. جودهانيا، ج. كوثاري، ج. ميكروبيول. أساسي. 2022، 62، 245؛ ب) س. ب. خان، س. إيرفان، س. س. لام، إكس. صن، س. تشين، ج. هندسة عمليات المياه. 2022، 49، 102958.
[8] أ) و. شيا، ت. لي، أ. تيرافيري، إ. دريولي، أ. فيغولي، ج. سي. كريتيندن، ب. ليو، الكيمياء والهندسة المستدامة ACS 2020، 9، 50؛ ب) ج. هـ. أبو ربيعة، ت. بوسباساري، ك.-ف. بينيمان، علوم الأغشية ج. 2020، 596، 117615.
[9] ر. شارما، ن. فيرما، ي. لوغاني، س. كومار، م. أسدنيا، عملية خضراء مستدامة للهندسة الكيميائية والبيئية والعلوم، إلسفير، أمستردام، هولندا، 2021، الصفحات 1-48.
[10] أ) سي. تيواري، جي. تاتاري، إس. كومار، م. باتاك، ك. س. راوَت، ي. ن. كيم، ب. ساهَا، ي. سي. جونغ، ب. موكوبادياي، ن. ج. ساهو، تحلية المياه 2023، 567، 116952؛ ب) إكس. هو، جي. قوه، أ. ك. ج. آن، إس. إس. تشوبرا، أبحاث المياه 2023، 243، 120376؛ ج) إس. ف. أحمد، ف. مهجبين، أ. مومتاين، ن. تسنوم، ن. ت. فارية، م. موفيجور، أ. ت. هوانغ، د.-ف. ن. فو، ت. م. إ. مهليا، كيموسفير 2022، 306، 135527.
[11] أ) أ. سمير، ف. ح. عاشور، أ. أ. أ. حكيم، م. بسيوني، npj Mater. Degrad. 2022، 6، 68؛ ب) ج. موكيرجي، د. فارغيس، ج. س. كريشنا، ت. بوميناثان، ر. راكيش كومار، س. دينيش كومار، ج. ف. س. برهماناندا راو، أ. سيفاراماكريشنا، Eur. Polym. J. 2023، 192، 112068.
[12] ي. هان، ز. شو، ج. قاو، مواد متقدمة ذات وظائف. 2013، 23، 3693.
[13] إكس. وي، ك. ت. ساندرز، أ. إ. تشايلدريس، تحلية المياه 2021، 520، 115316.
[14] د. أتارد، م. جاين، ب. ك. سينغ، س. ك. غوبتا، تحلية المياه 2017، 413، 86.
[15] ف. لي، ج. فانغ، و. ليو، ل. يانغ، ب. قوه، س. تشانغ، ج. علوم الأغشية 2021، 631، 119317.
[16] ف. إ. أحمد، ر. هاشيكة، ن. هلال، تحلية المياه 2020، 495، 114659.
[17] إكس. وانغ، واي. وانغ، جي. وانغ، إس. شو، واي. وانغ، إس. وانغ، تحلية المياه 2010، 254، 170.
[18] سي. بي. كوتسوس، إي. إم. كريتيكوس، أ. ج. كارابيلاس، م. كوستوغلو، تحلية المياه 2020، 476، 114213.
[19] أ. أ. السرايعة، م. أ. العبيدي، أ. م. الحروب، ر. باتيل، إ. م. مجتبي، ج. إنتاج أنظف. 2020، 248، 119220.
[20] ت. م. منصور، ت. م. إسماعيل، ك. رمزي، م. عبد السلام، مجلة الإسكندرية للهندسة. 2020، 59، 3741.
[21] م. أ. جميل، ب. أ. قريشي، س. م. زبير، تحلية المياه 2017، 401، 88.
[22] ك. ليو، ج. دينغ، ف. يي، تحلية المياه 2019، 449، 101.
[23] ف. لو، س. نيي، ف. ين، و. لو، هـ. جي، ز. ما، إكس. كونغ، تحلية المياه 2022، 523، 115408.
[24] م. فرغالي، أ. إ. عثمان، ز. تشين، أ. عبدالحليم، إ. إهارا، إ. م. أ. محمد، ب.-س. ياب، د. و. روني، رسائل الكيمياء البيئية 2023، 21، 1381.
[25] أ. م. التمالي، إ. علي، م. بومزا، س. موليونو، م. ياسين، المجلة العربية للعلوم والهندسة 2021، 46، 9879.
[26] ب. وو، أ. مالكي، ف. بورفايز، م. أ. روزن، طاقة شمسية 2018، 163، 91.
[27] أ. جيوا، س. و. حسن، تحلية المياه 2018، 435، 152.
[28] ف. إ. أحمد، ر. هاشيكة، ن. هلال، تحلية المياه 2019، 453، 54.
[29] ب. س. ريتشي، ب. سكيبينسكي، ك. كوتش، س. مانسيل، س. ك. سيلستينو، إ. ل. س. كونها، م. ر. سيلفا، س. ب. ألفيم، س. ف. فارية، ل. هـ. أندرادي، تحلية المياه 2019، 468، 114082.
[30] أ) إ. ر. رادو، س. إ. فويكو، ف. ك. ثاكور، بوليمرات 2023، 15، 619؛ ب) س. دارمالينغام، ف. كوجاراجه، ف. إلومالاي، في خلايا الوقود PEM (تحرير: ج. كاور) إلسفير، أمستردام، 2022، الصفحات 25-53.
[31] أ) I. أراناز، A. R. ألكانتارا، M. C. سيفيرا، C. أرياس، B. إيلورزا، A. هيراس كاباليرو، N. أكوستا، بوليمرات 2021، 13، 3256؛ ب) N. شاري، S. K. كامارودين، J. مصادر الطاقة 2015، 289، 71.
[32] س. د. ب. كابيلو، ن. أ. أوتشوا، إ. أ. تاكارا، س. مولا، ف. كومبان، كربوهيدرات. بوليم. 2017، 157، 1759.
[33] س. لو، ج. أ. بيرغيس، ز. هي، إ. ب. يونغ، أبحاث الطحالب. 2017، 24، 527.
[34] سي. إتش. لي، ن. تيربيش، س. إل. هولدر، س. آر. بوبوري، ل. ب. نالوري، ج. بوليم. ريس. 2019، 26، 285.
[35] أ. أ. أولاييوولا سراج الدين، م. س. محمد أنور، ك. أ. إيشاك، هـ. يوسف، ر. سوبارامانيام، ج. منتج أنظف. 2021، 278، 123449.
[36] ب. ر. ياشيكا، أ. سارفانان، ب. س. كومار، ب. ثاماراي، ج. رانغاسامي، المجلة الدولية لطاقة الهيدروجين 2023، 799.
[37] ر. كومار، أ. ك. غوش، ب. بال، العلوم. البيئة الكلية. 2020، 698، 134169.
[38] ي. إ. سونغ، م. م. الدالاتوني، ج. كيم، م. ب. كورادي، ب.-هـ. جيون، ج. ر. كيم، المجلة الدولية لطاقة الهيدروجين 2019، 44، 2372.
[39] ف. ندايسينغا، ز. يو، ي. يو، س.-هـ. لاي، د. زو، تكنولوجيا الموارد الحيوية 2018، 270، 286.
[40] م. كريستوردانا، هـ. هاديانتو، س. أ. موتو، س. سودارنو، ك. هارياني، الكتلة الحيوية والطاقة الحيوية 2020، 139، 105617.
[41] هـ. هاديانتو، م. كريستواردانا، و. ز. براتيوي، ب. بوروانتو، س. سودارنو، ك. هارياني، أ. ت. هوانغ، كيموسفير 2022، 287، 132275.
[42] سي. جي. إيغنسبيرغر، م. جياغنوريو، م. سي. هولاند، ك. م. دوبوز، ج. د. شيفمان، أ. تيرافيري، ك. ر. زودرو، رسائل علوم البيئة والتكنولوجيا 2020، 7، 213.
[43] ي. هو، ج. دو، ج. زو، هـ. لو، س. ليانغ، ي. جين، ن. تشاو، ج. شو، ج. ميمبر. ساي. 2019، 591، 117312.
[44] س. ب. نونيس، ب. ز. كولفاز-إيميسن، ج. ز. رامون، ت. فيسر، ج. هـ. كوبر، و. جين، م. أولبريشت، ج. ميمبر. ساي. 2020، 598، 117761.
[45] ت. فوجيوكا، هـ. كوداماتاني، و. يوجوي، ك. د. يو، إ. ر. وانجايا، هـ. يوان، م. فانغ، س. أ. سنايدر، مجلة علوم الأغشية 2020، 595، 117577.
[46] ب. س. جوه، ن. أ. أحمد، ت. و. وونغ، ل. ت. يوجاراثينام، أ. ف. إسماعيل، كيموسفير 2022، 307، 136018.
[47] أ) ل. غوسوامي، ر. فينوت كومار، س. ن. بورا، ن. أرول مانكندان، ك. باكشيراجان، ج. بوجازينثي، ج. هندسة عمليات المياه 2018، 26، 314؛ ب) ن. مورين-كريني، إ. ليختفوس، م. فورمونتين، أ. ر. ل. ريبيرو، ج. نوتسوبولوس، ف. مابيللي، إ. فينيفيزي، م. ج. أ. فييرا، ل. أ. بيكوس-كوراليس، ج. س. مورينو-بيراجان، ل. جيرالدو، ت. سوهجدا، م. م. هوك، ج. سلطاني، ج. توري، م. ماغوريانو، ج. برادو، ج. كريني، رسائل الكيمياء البيئية 2022، 20، 1333.
[48] ب. ل. مكارتي، علوم البيئة والتكنولوجيا 2018، 52، 3835.
[49] م. هاركلود، أ. دودى، أ. براور، ب. فيلا، ج. هو، ب. ج. إيفانز، ج. إدارة البيئة. 2020، 269، 110720.
[50] س. عريفي-أوسكوي، أ. خاتئي، م. سفرپور، ي. أروجي، ف. وطنبور، أولتراساوند. سونوكيمي. 2019، 58، 104633.
[51] ج. تشانغ، ك. شياو، ز. ليو، ت. قاو، س. ليانغ، إكس. هوانغ، الهندسة 2021، 7، 868.
[52] د. ياداف، س. كاركي، ب. ج. إنغول، ج. هندسة الكيمياء البيئية 2022، 10، 108109.
[53] س.-ل. قاو، ز.-إكس. تشين، ب.-ف. وانغ، ج. هوانغ، ز.-ل. شو، ي.-ج. تانغ، تحلية المياه 2024، 572، 117142.
[54] م. ك. وافي، ن. حسين، ع. الشريفي عبد الله، م. د. الفار، ن. أ. الحجاج، ك. ف. الزونيكة، SN Appl. Sci. 2019، 1، 751.
[55] أ. إيجيا-كورباخو لوبيرا، س. غوتيريز رويز، ج. م. كويروجا ألونزو، ج. هندسة عمليات المياه. 2019، 29، 100800.
[56] ف. ألبيرغامو، ب. بلانكرت، إ. ر. كورنيليس، ب. هوفس، و.-ج. كنيبي، و. فان دير مير، ب. دي فوك، مياه البحث. 2019، 148، 535.
[57] أ) ج. سيفالوس-ميندوزا، ج. ج. أماريم، ج. م. رودريغيز-دياز، م. د. س. ب. س. م. مونتينيغرو، أغشية 2022، 12، 570؛ ب) س. كيم، ك. هـ. تشو، ي. أ. ج. الحماداني، ج. م. بارك، م. جانغ، د.-هـ. كيم، م. يو، ج. هيو، ي. يون، كيمياء. إنج. ج. 2018، 335، 896.
[58] هـ. س. دوونغ، ت. م. فام، س. ت. لوونغ، ك. ف. نغوين، د. ت. نغوين، أ. ج. أنصاري، ل. د. نغيم، علوم البيئة. بحث تلوث. 2019، 26، 23407.
[59] أ. شاهين، س. البادي، ب. زومان، ح. طاهر، ف. بنات، ف. المرزوقي، مجلة الهندسة الكيميائية 2022، 431، 133909.
[60] ن. ربيعي، ر. شارما، س. فورغينزهاد، م. جويانده، م. أسدنيا، م. ربيعي، أ. أخوان، إ. سي. ليما، ك. فورميلا، م. أشرفيزاده، ز. فلاح، م. حسن بور، أ. محمدي، م. ر. ساب، البحث البيئي 2023، 231، 116133.
[61] ي. لان، ب. بنغ، ج. علوم البوليمرات التطبيقية 2019، 136، 46912.
[62] أ. مساهل، ف. جاليانو، م. بيلوني، ف. روسو، أ. حفيان، ر. كاسترو-مونيز، ف. ب. كومار، أ. غيدن، ج. إنناس، ز. إ. بورات، أغشية 2021، 11، 65.
[63] ي. سونغ، ج. زو، س. ما، إنرجي كيم 2022، 4، 100079.
[64] هـ. لو، ج. وانغ، ج. تشين، ر. جي، و. لينغ، ب. دونغ، ج. هوانغ، ي. قاو، كيم. كوم. 2015، 51، 15562.
[65] ي. وانغ، ج. لي، ق. يانغ، ج. تشونغ، مواد واجهات ACS التطبيقية 2016، 8، 8694.
[66] ج. فو، س. داس، ج. شينغ، ت. بن، ف. فالتشيف، س. كيو، ج. أم. كيم. سوس. 2016، 138، 7673.
[67] س. داس، ت. بن، س. كيو، ف. فالتشيف، مواد واجهات ACS التطبيقية 2020، 12، 52899.
[68] هـ. فان، م. بينغ، إ. شتراوس، أ. موندستوك، هـ. منغ، ج. كارو، نات. كوميونيك. 2021، 12، 38.
[69] هـ. فان، أ. موندستوك، أ. فيلدهوف، أ. كنيبل، ج. غو، هـ. منغ، ج. كارو، ج. أم. كيم. سوس. 2018، 140، 10094.
[70] ب. ب. بيسوال، س. هـ. كونجاتو، ت. كاور، ر. بانيرجي، أ. ك. خارول، تكنولوجيا الفصل في سبتمبر 2018، 53، 1752.
[71] X. ليانغ، H. وو، H. هوانغ، X. وانغ، M. وانغ، H. دو، G. هي، Y. رين، Y. ليو، Y. وو، J. مواد. كيمياء A 2022، 10، 5420.
[72] ف. سليم، أ. خان، س. أحمد، ر. ر. كاري، ن. م. مبارك، أ. س. جاتوي، م. خالد، ي. هـ. تان، ن. أ. خان، 14 – أغشية النانوفيلتر لمعالجة مياه الصرف الصحي والتطبيقات البيوتكنولوجية، إلسفير إنك. 2023https://doi.org/10.1016/B978-0-323-98371-6.00001-X.
[73] هـ. موركر، ب. سايني، أ. دي، مواد اليوم: الإجراءات 2022، 77، 314.
[74] م. أبراهام، و. دينغ، ج. مكغفين-كاولي، موسوعة التقنيات المستدامة، إلسفير، كامبريدج 2017.
[75] د. ديمتر، إ. أولر، أ. م. أمت، س. مالاتو، مجلة الهندسة الكيميائية. متقدم. 2022، 11، 100298.
[76] إ. أ. إيزوغبي، س. راثيلال، أغشية 2020، 10، 89.
[77] ك. س. علم، م. فاطمة-توج-جوهرة، ج. م. أ. خان، ج. كيمياء البيئة والهندسة 2021، 9، 106401.
[78] ب. إركوك، ف. أولوجان-كارناك، بروثيسيس 2021، 3، 25.
[79] أ) ت. جين، م. بيدايش، ر. ميزينغا، البيئة الدولية 2021، 157، 106876؛ ب) ب. إ. بليك، س. م. بيني، إ. ب. هاينز، س. إ. فينتون، ك. ك. فيرغسون، تلوث البيئة 2018، 242، 894.
[80] أ. سونون، ر. غاتي، تحلية المياه 2004، 167، 55.
[81] أ) ن. عبد الله، ن. يوسف، و. ج. لاو، ج. جعفر، أ. ف. إسماعيل، ج. هندسة الصناعات الكيميائية 2019، 76، 17؛ ب) ز. ماي، المدرسة المركزية باريس، باريس 2013.
[82] ك. هيرنانديز، س. مورو، ر. إ. أورتيغا، س. فيلازكويز، ف. ريرا، تكنولوجيا البيئة 2021، 42، 775.
[83] ت.-ي. كيم، ج. إ. درويس، ر. سكوت سامرز، ج. ل. إيمي، مياه ريس. 2007، 41، 3977.
[84] ي. غونزاليس-هيرنانديز، أ. ج. هاوريغوي-هازا، ج. ميمبر. ساي. 2021، 624، 119053.
[85] ب. وو، العلوم. البيئة الكلية 2019، 656، 184.
[86] ن. خومالو، ل. نثونيا، س. ديريس، م. موتسا، أ. فيرليفت، أ. كوفاريغا، ب. ب. مامبا، س. مهلانغا، د. س. دلاميني، تكنولوجيا تنقية المياه، 2019، 211، 610.
[87] ف. جيا، ج. لي، ج. وانغ، آن. نوكل. إنرجي 2017، 110، 1148.
[88] هـ. تشو، ي. تشوي، س. لي، تحلية المياه 2018، 437، 195.
[89] ي. قاو، ز. فنج، ب. ليانغ، خ. هوانغ، تكنولوجيا الموارد الحيوية. 2018، 247، 730.
[90] أ. ي. باجاستيو، أ. د. أنغرايني، س. س. نينديتا، وارماديوانثي، البحث البيئي المستدام 2017، 27، 230.
[91] ز.ل. يي، ك. غيسلبرخت، أ. مونسالي، ل. بينوي، ب. ميسشارت، مياه ريس. 2019، 160، 424.
[92] م. ب. فانوتي، م. س. غارسيا-غونزاليس، ب. مولينيفو-ساليس، ب. ريانيو، أغشية 2019، 10، 270.
[93] أ) ح. رياست حرامي، أ. داشتي، ب. غهراماني بيرسلامي، س. ك. باتيا، أ. ف. إسماعيل، ب. س. جوه، إند. إنج. كيم. ريس. 2020، 59، 16772؛ ب) أ. إيديا، د. هو، ج. م. خور، ز. رين، ج. تيستر، ر. بوسمانيك، أ. غروس، د. جاسيبي، إنف. ساي. : نانو 2020، 7، 1759؛ ج) ل. هي، ي. وانغ، ت. تشو، ي. تشاو، كيم. إنج. ج. 2020، 400، 125338؛ د) ج. نورياجا-هيفيا، ج. سيرالطا، ل. بوراس، أ. سيكو، ج. فيرير، ج. إنف. كيم. إنج. 2020، 8، 103880؛ هـ) م. يونس، ت. طاهر، ج. وو، س. فاروق، ق. سهيب، أ. محمد، م. ريزاكازيمي، ج. لي، ج. CO2 يوتيل. 2020، 40، 101266؛ و) ب. شو، ز. هي، ووتر إنف. ريس. 2021، 93، 1619.
[94] C. Zhang, W. Zhang, Y. Wang, الأغشية، 2020، 10، 169.
[95] ف. كيو، هـ. ليانغ، ج. تشو، ج. نان، س. شاو، ج. تشانغ، ج. لي، ج. ميمبر. ساي. 2014، 449، 58.
[96] أ) ن. وانغ، إكس. لي، واي. يانغ، زي. تشو، واي. شانغ، إكس. زوانغ، ج. كلينر برود. 2020، 265، 121790؛ ب) هـ. وانغ، م. بارك، هـ. ليانغ، س. وو، إ. ج. لوبيز، و. جي، ج. لي، س. أ. سنايدر، وايتر ريس. 2017، 125، 42.
[97] ف. خانديجار، أ. ك. ساروه، إدارة البيئة. 2013، 128، 949.
[98] ل. ليو، إكس.-ب. لو، ل. دينغ، س.-ل. لو، في المواد النانوية لإزالة الملوثات وإعادة استخدام الموارد (محرران: إكس. لو، ف. دينغ)، إلسفير، أكسفورد، 2019، الصفحات 83-147.
[99] و.-ج. لاو، أ. ف. إسماعيل، تحلية المياه 2009، 245، 321.
[100] ب. مي، م. إليمليك، ج. علوم الأغشية. 2010، 348، 337.
[101] ي. لياو، أ. بوخاري، إ. مالكي، ب. لياو، تكنولوجيا الموارد الحيوية. 2018، 264، 343.
[102] أ. درو، ج. علوم الأغشية. 2010، 363، 1.
[103] ج. س. فروفينفيلدر، ج. أ. م. فان باسين، ل. ب. ويسلز، أ. ف. فان دام، س. م. باكر، ج. ميمبر. ساي. 2006، 281، 316.
[104] ر. فالاداريس ليناريس، ل. فورتونات، ن. م. فرحات، س. س. باكس، م. ستال، إ. أ. فريدجونسن، م. ل. جونز، ج. س. فروفينفيلدر، ت. ليكنس، معالجة المياه المالحة. 2016، 57، 22894.
[105] ن. توغو، ك. ناكاجاوا، ت. شينتاني، ت. يوشيوكا، ت. تاكاهاشي، إ. كاميو، هـ. ماتسوياما، أبحاث الهندسة الكيميائية الصناعية 2019، 58، 6721.
[106] ن. ح. عثمان، ن. ح. علياس، ن. س. فوزيل، ف. مارباني، م. ز. شهردين، س. م. تشيو، ك. م. د. نغ، و. ج. لاو، أ. ف. إسماعيل، أغشية 2022، 12، 30.
[107] ي. شي، ز. تشانغ، م. تشانغ، ج. دينغ، ب. تشاو، ل. وانغ، هـ. تشانغ، تكنولوجيا تنقية سبتمبر 2021، 259، 118151.
[108] أ) هـ. يو، إكس. لي، هـ. تشانغ، ز. زو، ت. تشانغ، ي. يانغ، ج. لي، هـ. جي، س. كاي، هـ. ليانغ، ج. ميمبر. ساي. 2020، 613، 118469؛ ب) ج. فان، ز. لي، ز. يان، ز. وي، ي. شياو، س. تشين، هـ. شانغغوان، هـ. لين، هـ. تشانغ، ج. ووتر بروسس إنج. 2020، 38، 101547.
[109] سي. إم. تشيو، إم. ك. أروى، إم. أ. حسين، مجلة الهندسة الكيميائية الصناعية 2017، 45، 145.
[110] ي. قاو، ي. زانغ، م. دوديك، ج. كوين، ج. أوي، س. و. أوسترهوس، ج. هندسة الكيمياء البيئية 2021، 9، 104839.
[111] أ. ك. شلماني، إ. م. أ. الشربيني، س. بانغليش، تكنولوجيا تنقية الفصل، 2020، 251، 117345.
[112] ي. وانغ، سياسة استخدام الأراضي 2020، 90، 104307.
[113] في. إس. سوزا، م. ر. تيكسيرا، تكنولوجيا تنقية سبتمبر 2020، 248، 117047.
[114] سي. إم. تشيو، إم. ك. أروعا، إم. أ. حسين، و. م. ز. و. إسماعيل، مجلة المنتجات النظيفة 2016، 112، 3152.
[115] ف. هـ. دي سوزا، ب. ب. روكر، د. د. سيلفيرا، م. ل. سينس، ل. س. كامبوس، أبحاث المياه 2021، 189، 116581.
[116] أ. ت. يورهيمن، ر. أ. حمزة، ج. هـ. تاي، تكنولوجيا الموارد الحيوية. 2017، 240، 9.
[117] ن. بينغ، ن. ويدجو، ب. سوكيتبانينيت، م. م. تيوه، ج. ج. ليبسكومب، ت.-س. تشونغ، ج.-ي. لاي، بروغ. بوليم. ساي. 2012، 37، 1401.
[118] م. باقري، أ. أكبر، س. أ. ميرباقري، سلامة العمليات وحماية البيئة 2019، 123، 229.
[119] أ. أحمد، س. ح. محمد سيتابار، ج. س. تشيونغ، أ. خاتون، و. أ. واني، ر. كومار، م. رافات الله، RSC Adv. 2015، 5، 30801.
[120] ك. كيمورا، ي. أوكي، أبحاث المياه. 2017، 115، 172.
[121] أ) ج. علم، إ. إحسان الله، م. نوشاد، م. سيلاينبا، مجلة هندسة الكيمياء 2022، 427، 130011؛ ب) ب. فنج، ج. يو، ز. تشين، أ. إ. عثمان، م. فرغالي، إ. إ. حمزة، د. و. روني، ب.-س. ياب، رسائل الكيمياء البيئية 2023، 21، 1959.
[122] ن. د. فيت، س.-ج. إيم، س.-م. كيم، أ. جانغ، كيموسفير 2021، 272، 129872.
[123] س. أ. بروك، أ. ديجن، أ. د. ماكيريل جونيور، ب. دوتاجاسي، م. فيغ، ج. كيم. إنف. موديل. 2019، 59، 1147.
[124] س. س. هـ. ييو، ق. شيا، إكس. وانغ، س. تشانغ، ج. علوم الأغشية 2020، 606، 118135.
[125] هـ. ليو، ج. تشين، د. هيسيل، هـ. سو، الطاقة التطبيقية 2019، 237، 910.
[126] أ) ف. صالحی، س. م. أ. رضوی، معالجة المياه المالحة 2016، 57، 14369؛ ب) د. تورغروسّا، أ. ليوبولد، ف. هيرنانديز-سانشو، ج. هانسن، إدارة البيئة 2018، 223، 1061.
[127] C. Niu, X. Li, R. Dai, Z. Wang, Water Res. 2022, 216, 118299.
[128] س. بارك، س.-س. بايك، ج. بيو، ي. باتشيبسكي، ج. بارك، ك. هـ. تشو، ج. علوم الأغشية 2019، 587، 117164.
[129] أ. سريفاستافا، أ. ك، أ. ناير، س. رام، س. أغاروال، ج. علي، ر. سينغ، م. سي. غارغ، ج. إدارة البيئة. 2021، 278، 111497.
[130] ي. لي، ز. سونغ، ي. يوان، ق. تشانغ، هـ. تشو، تكنولوجيا الموارد الحيوية. 2020، 295، 122313.
[131] ب. ف. جيانتي، ف. أغوستينيو، ج. ج. سي. إيراس، ز. يانغ، س. م. ف. ب. ألميدا، ج. كلينر برود. 2020، 271، 122127.
[132] ف. لو، د. أستروك، مراجعات كيمياء التنسيق 2020، 408، 213180.
[133] س. كاماري، أ. شهبازي، كيموسفير 2020، 243، 125282.
[134] ب. موندال، م. ك. بوركيت، ج. منتجات أنظف. 2018، 170، 1111.
[135] ل. ن. نثونيا، ل. غوتيريز، أ. ر. فيرليفيد، س. د. مهلانغا، ج. كيم. تكنولوجي. بيولوجيا. 2019، 94، 2826.
[136] ل. ن. نثونيا، س. ديريس، ل. غوتيريز، أ. ر. فيرليفت، ب. ب. مامبا، ت. ج. بارنارد، س. د. مهلانغا، نيو ج. كيم. 2019، 43، 4168.
[137] أ. حميد، م. خان، أ. حيات، ج. رضا، أ. زادة، أ. الله، ف. رزيق، ت. لي، ف. حسين، سبكتروكيم. أكتا، الجزء أ 2020، 235، 118303.
[138] ي. س. خو، و. ج. لاو، ي. ي. ليانغ، م. كارامان، م. غورصوي، أ. ف. إسماعيل، ج. أدف. ريس. 2022، 36، 39.
[139] ر. أكبر زاده، ب. ج. ندوغو، أغشية، 2022، 12، 505.
[140] ل. شو، ي. بينغ، ر. ياو، هـ. سونغ، ج. تشو، و. يانغ، أنجيو. كيم.، إنت. إد. 2022، 61، e202117577.
[141] د. وو، س. يو، د. لوولس، إكس. فنغ، رياكت. فунк. بوليم. 2015، 86، 168.
[142] م. خاشيج، م. مختاري، أ. دلوفند، ف. حغيرالسادات، ح. فلاح زاده، م. حسين سلماني، ج. مول. ليك. 2022، 364، 119966.
[143] C. وانغ، ز. وانغ، ج. وانغ، مجلة الهندسة الكيميائية 2022، 437، 135380.
[144] إتش.-كيو. هو، واي.-إف. مي، إكس. يانغ، إتش.-إتش. لو، واي.-إل. جي، واي. زو، سي.-جي. قاو، مجلة علوم الأغشية 2023، 669، 121311.
[145] سي. زد. ليانغ، تي.-إس. تشونغ، جي.-واي. لاي، تقدم في علوم البوليمرات 2019، 97، 101141.
[146] م. أوستوجيتش، س. بركيć، م. تيشما، ب. زليتش، س. بودزكي، كيم. إند. 2020، 69، 175.
[147] م. ر. إصفهاني، س. أ. أكتجي، ز. داباغيان، م. د. فيروزجائي، أ. رحيمبور، ج. إيك، إ. س. إسكوبار، م. أ. أبو الحسن، ل. ف. غرينلي، أ. ر. إصفهاني، أ. سادماني، ن. كوتاه زاده، تكنولوجيا تنقية المياه، 2019، 213، 465.
[148] ز. يانغ، ب.-ف. صن، إكس. لي، ب. غان، ل. وانغ، إكس. سونغ، هـ.-د. بارك، س. ي. تانغ، علوم البيئة والتكنولوجيا 2020، 54، 15563.
[149] ب. ليانغ، إكس. هي، ج. هو، ل. لي، ز. تانغ، مواد متقدمة 2019، 31، 1806090.
[150] أ. م. سامسودين، م. بودنر، ف. هاكر، بوليمرات 2022، 14، 3565.
[151] د.-ت. تران، ج.-س. تشانغ، د.-ج. لي، الطاقة التطبيقية 2017، 185، 376.
[152] أ. ر. نبايس، أ. ب. س. مارتينس، ف. د. ألفيس، ج. ج. كريسپو، إ. م. ماروتشو، ل. س. تومي، ل. أ. نيفيس، تكنولوجيا تنقية الفصل، 2019، 222، 168.
[153] هـ. زانغ، ق. هي، ج. لو، ي. وان، س. ب. دارلينغ، مواد تطبيقية واجهات ACS 2020، 12، 39948.
[154] أ. ماتين، ف. رحمن، هـ. ز. شافي، س. م. زبائر، تحلية المياه 2019، 455، 135.
[155] ل. لاي، ل. ن. سيم، و. ب. كرانتز، ت. هـ. تشونغ، ج. ميمبر. ساي. 2020، 602، 117969.
[156] ج. وانغ، هـ. رين، إكس. لي، ج. لي، ل. دينغ، ج. قنغ، ك. شو، هـ. هوانغ، هـ. هو، مجلة الهندسة الكيميائية 2018، 334، 2134.
[157] س. ناكايا، أ. ياماموتو، ت. كاوانيشي، ن. تويا، هـ. مياكاوا، ك. تاكيشي، م. إندو، تحلية المياه 2021، 518، 115286.
[158] س. ج. إيم، ن. د. فيت، أ. جانغ، كيموسفير 2021، 275، 130047.
[159] ب. دينغ، ي. دينغ، م. ليو، ي. تشين، ق. وو، هـ. قوه، تكنولوجيا تنقية سبتمبر 2023، 313، 123326.
[160] ج. تشين، ر. داي، ز. وانغ، موارد. الحفاظ على الموارد. إعادة التدوير. 2023، 198، 107153.
[161] C. تيان، T. وانغ، H. هان، R. داي، Z. وانغ، علوم البيئة والتكنولوجيا 2022، 56، 12563.
[162] ي.-إكس. شين، ب. أ. سابو، إ. ت. ساينس، م. إرباكان، م. كومار، ج. ميمبر. ساي. 2014، 454، 359.
[163] م. تانغ، ج. قاو، س. ب. روييدا، هـ. يو، د. ن. ثيبودو، ت. أوانو، ك. م. إنجلستاد، م.-ج. سانشيز-كوينتيرو، هـ. يانغ، ف. لي، هـ. لي، ق. سو، ك. إ. شيتلر، ل. جونز، ر. سيو، ج. مككوناثي، إ. م. هيلمان، ج. ل. نوبلز، د. س. دي فيفو، أ. ر. مونايني، نات. كوميونيك. 2017، 8، 14152.
[164] جي. ليو، بي. زو، جي. ليو، إتش. تشاو، الاستدامة 2021، 13، 102.
[165] م. لي، ي. يانغ، ل. زو، ج. وانغ، ز. زينغ، ل. شيو، كوللويدز سورف، A 2022، 654، 130144.
[166] إكس. يانغ، ل. يان، ي. وو، ي. ليو، ل. شاو، ج. ميمبر. ساي. 2019، 589، 117223.
[167] و. تشين، ج. مو، إكس. دو، ز. تشانغ، و. تشانغ، أبحاث المياه. 2019، 151، 243.
[168] أ. علي، ر. أ. توفا، ف. ماكيدونيو، إ. كورتشيو، إ. دريولي، مراجعات الطاقة المتجددة المستدامة 2018، 81، 1.
[169] أ. زين، س. كراكي، م. الهندي، الطاقة المتجددة 2023، 208، 385.
[170] أ. أ. مونجيزي، ي. تشين، ر. فيبا، أ. إ. – هـ. ب. كاشيوت، ج. حسن، هـ. إ. – ب. فاث، أ. إ. – و. قاسم، م. ح. شهيد، تحلية المياه 2020، 495، 114679.
[171] ل. ليف، إكس. هان، ل. زونغ، م. لي، ج. يو، إكس. وو، س. لي، ACS نانو 2017، 11، 8178.
[172] ف. داس، س. بادمانابان، ك. فينكتوسامي، ر. سيلفاموثوكوماران، ف. بلاابجيرج، ب. سيانو، مراجعات الطاقة المتجددة المستدامة 2017، 73، 10.
[173] سي. لي، م. تشانغ، سي. سونغ، ب. تاو، م. صن، م. شاو، ت. وانغ، ج. AOAC Int. 2018، 101، 1341.
[174] ج. سيو، ي. م. كيم، س. هـ. تشاي، س. ج. ليم، هـ. بارك، ج. هـ. كيم، تحلية المياه 2019، 463، 40.
[175] ز. ل. تشينغ، إكس. لي، ت.-س. تشونغ، مجلة علوم الأغشية 2018، 559، 63.
[176] س. م. العارضي، ت. م. البياعي، ج. م. الربيعي، هندسة الكيمياء. عمليات. عمليات مكثفة. 2020، 157، 108113.
[177] ز. داي، ر. د. نوبل، د. ل. جين، إكس. زانغ، ل. دينغ، ج. ميمبر. ساي. 2016، 497، 1.
[178] و. ف. يونغ، هـ. زانغ، تقدم في علوم المواد 2021، 116، 100713.
[179] ج. بالانيسامي، هـ.-ي. جونغ، ت. سادهاسيفام، م. د. كوركوري، س. ج. كيم، س.-هـ. روه، ج. كلينر برود. 2019، 221، 598.
[180] ن. ف. م. خير الدين، أ. إدريس، ل. و. هوك، تكنولوجيا تنقية المياه، 2019، 212، 1.
[181] ق. تشنغ، ج. ج. أ. مارتن، س. إ. كينتيش، ج. تطبيقات الفيكولوجيا 2019، 31، 1615.
[182] ت. هي، س. يو، ج. هي، د. تشين، ج. لي، هـ. هو، إكس. تشونغ، ي. وانغ، ز. وانغ، ز. كوي، المجلة الصينية للهندسة الكيميائية 2022، 49، 46.
[183] إ. يي، هـ. س. كانغ، س. م. ليم، هـ. ج. هيو، د. هان، ج. ف. كيم، أ. بارك، د. هـ. تشوي، ي.-إي. بارك، هـ. بارك، ي. هـ. تشو، إ.-هـ. سون، ج. ميمبر. ساي. 2022، 648، 120363.
[184] ر. بيرن، د. بوند، مراجعة تسليم الأدوية المتقدمة 2017، 112، 12.
[185] ب. ت. دوى نغوين، هـ. ي. نغوين ثي، ب. ب. نغوين ثي، د.-ك. كانغ، ج. ف. كيم، أغشية 2021، 11، 239.
[186] أ. عبد الرزاق، هـ. ويستفالن، س. سعداتي، أ. شوكر، تقارير علمية 2021، 11، 23080.
[187] د. تشونغ، ز. وانغ، ج. تشو، ي. وانغ، ج. علوم الأغشية 2021، 618، 118690.
[188] أ. حيدر، أ. حسين، أ. ن. خان، ح. وحيد، بوليم. بول. 2018، 75، 1197.
[189] ج. جارفس، د. سيريني، ج. توفاري، ل. تاكاش، أ. غوتمان، جزيئات 2021، 26، 4845.
[190] و. لي، س. تشاو، ي. لي، ف. باي، ي. تنغ، إكس. لي، ل. لي، ج. وانغ، مجلة علوم الأغشية 2022، 642، 119964.
[191] م. إ. سانتوسيلدس-روميرو، ل. هادلي، ك. هـ. كليثرو، ج. هانسن، س. مردوخ، هـ. إ. كولي، م. هـ. ثورنهيل، ب. ف. هاتون، ACS Appl. Mater. Interfaces 2017، 9، 11557.
[192] د. هان، أ. ج. ستكل، مواد تطبيقية ACS. واجهات 2017، 9، 42653.
[193] إكس. تشانغ، س. يانغ، ر. جيانغ، ل. صن، س. بانغ، أ. لو، حساسات. مشغلات، ب 2018، 254، 1078.
[194] ك. ب. ديفيا، س. كيرثانا، ج. فيسواناثان، ن. بونبانديان، مايكروكيم. أكتا 2023، 190، 116.
[195] ك. آن، هـ. د. دوونغ، ج. آي. ري، علوم الحياة الهندسية 2017، 17، 847.
[196] إ. آي. تزياني، ج. هرباك، د. ك. كريستودولو، م. آي. برودرومايديس، حساسات. مشغلات، ب 2020، 304، 127356.
[197] أ. جاسم، م. و. الله، ز. شي، إكس. لين، ج. يانغ، كربوهيدرات. بوليم. 2017، 163، 62.
[198] ب. تشاو، م. خان، ي. ليو، و. تاي، ج. مو، و. وو، م. تشاو، ي. ما، ل. يو، ج.-م. لين، ق. هو، رسائل الكيمياء الصينية 2023، 108462.
[199] ج. ب. نيكوليلي، د. ب. نيكوليليس، ج. غ. سيونتورو، س. كارابيتيس، م.-ت. نيكوليليس، أجهزة استشعار حيوية 2018، 8، 61.
[200] م. شودهوري، هـ. س. بيندرا، ك. سينغ، أ. ك. سينغ، ر. ناياك، بوليم. أدف. تكنولوجي. 2022، 33، 1997.
[201] ي. تشانغ، د. تشاو، ف. يو، ج. يانغ، ج. لو، ي. ليو، ي. تشين، ز. وانغ، ب. تاو، و. شانغ، ج. وو، ج. سونغ، ت. دينغ، نانوسكيل 2017، 9، 19384.
[202] م. كوي، ج. وو، ج. وي، ز. وي، تكنولوجيا الطلاء السطحي. 2023، 463، 129497.
[203] ي. سي، ز. تشانغ، و. وو، ق. فو، ك. هوانغ، ن. نيتين، ب. دينغ، ج. صن، ساي. أدف. 2018، 4، eaar5931.
[204] ك. رسول، ك. أ. محمود، د. ج. جونسون، م. هلال، ج. ر. بيرديوروف، ي. جوجوتسي، ساي. ريب. 2017، 7، 1598.
[205] ز. لي، ب. تشو، ف. تشو، ي. تشاو، ل. رين، إكس. يوان، كوللويدز سيرف، ب 2018، 162، 335.
[206] س. سينغ، ن. شاولوف، ج. ب. شارما، ر. شيموني، ج. ج. أرنوش، ر. جيلينيك، ج. علوم واجهة المستحلب 2021، 592، 342.
[207] ج. ج. دي ليما، د. و. ف. دي ليما، م. ج. أ. دي أوليفيرا، أ. ب. لوغاو، م. ت. س. ألكانتارا، د. م. ديفين، م. ج. س. دي سا، مجلة المواد الحيوية التطبيقية ACS 2018، 1، 1842.
[208] إكس. يو، إكس. وو، واي. سي، إكس. وانغ، ج. يو، ب. دينغ، ماكرومول. رابد كوميونيكاشن. 2019، 40، 1800931.
[209] ي. يوي، إكس. غونغ، و. جياو، ي. لي، إكس. ين، ي. سي، ج. يو، ب. دينغ، ج. علوم واجهة المستحلب 2021، 592، 310.
[210] سي. كيمنا، س. تامبوراسي، ف. تيهمينلي أوغلو، ج. أبحاث المواد الحيوية الطبية. الجزء ب 2019، 107، 2057.
[211] ي. ما، ل. شين، هـ. تان، م. فان، ج. لي، ي. جيا، ز. لينغ، ي. تشين، إكس. هو، مواد. علوم. هندسة، ج. 2017، 81، 522.
[212] أ. فاطمة، س. ياسر، م. س. خان، س. مانان، م. و. الله، م. أول-إسلام، ج. موارد حيوية. منتجات حيوية. 2021، 6، 26.
[213] ب. باسu، أ. ناريندراكومار، ر. أروناشالام، س. ديفي، إ. مانجوبالا، ACS أوميغا 2018، 3، 12622.
[214] س. ب. ميغيل، ر. س. سيكيريا، أ. ف. مورييرا، س. د. كابرال، أ. ج. ميندونça، ب. فيريرا، إ. ج. كورييا، المجلة الأوروبية للصيدلة والبيولوجيا الصيدلانية 2019، 139، 1.
[215] س. ب. ميغيل، أ. ف. مورييرا، إ. ج. كورييا، المجلة الدولية للجزيئات الحيوية الكبيرة 2019، 127، 460.
[216] س. مواليك، ف. بوكه، س. س. ساجا، س. س، بوليمرات الكربوهيدرات 2018، 193، 28.
[217] أ) ج. قاو، س. جابيب، ت.-س. تشونغ، مجلة الهندسة الكيميائية 2018، 353، 689؛ ب) ي. زانغ، هـ. صن، هـ. سادام، ي. ليو، ل. شاو، مجلة الهندسة الكيميائية 2019، 371، 535.
[218] ف. م. سوكما، ب. ز. جلفاز-إيميسن، مجلة علوم الأغشية 2018، 545، 329.
[219] ي. س. شو، ي. ب. تانغ، ل. ف. ليو، ز. هـ. قوه، ل. شاو، ج. ميمبر. ساي. 2017، 526، 32.
[220] س. راسولي، ن. رضايي، ح. حامدي، س. زندهبودي، إكس. دوان، تصميم المواد 2021، 204، 109599.
[221] I. فويت، هـ. ريشتر، م. ستاهن، م. ويد، ب. بوهلفورث، ف. بريهن، ج. غونتر، تكنولوجيا تنقية سيف. 2019، 215، 329.
[222] ج. رين، ي. دينغ، ج. قونغ، ج. كيو، ر. نيو، مواد الطاقة والبيئة. 2023، 6، إل2376.
[223] أ. أرجويلا رينا، م. مارغالو، أ. أروتي-فرناندز، ج. بينيدو، ب. غوميز، أ. أورتياغا، أغشية 2020، 10، 444.
[224] ت. ت. ف. تران، ج. هـ. نغوين، و. – ج. لين، ر. – س. جوانغ، تكنولوجيا تنقية سبتمبر 2021، 277، 119615.
[225] إحسان الله، أ. م. العامر، ت. لاوي، أ. عباس، ن. العقيل، ف. باتيل، م. خريشة، م. أ. عتيه، ن. هلال، تصميم المواد 2016، 89، 549.
[226] ر. هو، ج. فونغ، ب. د. فريمان، م. ر. هيل، ز. شيا، تكنولوجيا تنقية سبتمبر 2022، 300، 121863.
[227] ف. جاليانو، ك. بريسينو، ت. مارينو، أ. مولينو، ك. ف. كريستنسن، أ. فيغولي، مجلة علوم الأغشية 2018، 564، 562.
[228] س. روسانالي، ر. أنانثارامان، ك. ليندكفيست، هـ. زهاي، إ. روبين، ج. علوم الأغشية 2016، 511، 250.
[229] ي. وانغ، هـ. هوانغ، إكس. وي، مجلة الهندسة الكيميائية 2018، 333، 66.
[230] ي. س. لين، م. س. ديوك، الرأي الحالي في هندسة الكيمياء 2013، 2، 209.
[231] أ. لويز، د. د. مككلور، ك. ليم، ج. ليسلي، هـ. ج. ل. كوستر، ج. و. بارتون، ج. م. كافانا، تحلية المياه 2017، 415، 20.
[232] ج. مياو، ك. تشاو، ف. قوه، ل. شو، ي. شيا، ت. دينغ، تحلية المياه 2022، 527، 115570.
[233] ز. جين، ف. منغ، هـ. قونغ، ج. وانغ، ك. وانغ، مجلة علوم الأغشية 2017، 529، 252.
[234] ك. كيمورا، د. هونوك، ت. ساتو، تكنولوجيا تنقية سبتمبر 2017، 181، 37.
[235] أ) ز. يانغ، ي. زو، ز. فنغ، إكس. روي، ت. تشانغ، ز. تشانغ، بوليمرات 2019، 11، 1252؛ ب) ن. ك. خانزادا، م. أ. فريد، ج. أ. خراز، ج. تشوي، س. ي. تانغ، ل. د. نغيم، أ. جانغ، أ. ك. آن، ج. ميمبر. ساي. 2020، 598، 117672.
[236] ج. رادجينوفيتش، م. ماتوشيتش، إ. مياتوفيتش، م. بتروفيتش، د. بارسيلو، في الملوثات الناشئة من النفايات الصناعية والبلدية (محرران: د. بارسيلو، م. بتروفيتش)، سبرينجر برلين هايدلبرغ، برلين 2008، الصفحات 37-101.
[237] V. Gيتيس، N. هانكنز، J. هندسة عمليات المياه. 2018، 25، 34.
[238] ن. بولونغ، أ. ف. إسماعيل، م. ر. سليم، ت. ماتسورا، تحلية المياه 2009، 239، 229.
[239] سي. إن. مالجان، ر. ن. يونغ، ب. ف. غيبس، هندسة الجيولوجيا 2001، 60، 371.
[240] م. تخت روانجي، ت. كاغازجي، أ. كارغاري، تحلية المياه 2009، 235، 199.
[241] س. سوبانا، ر. س. باندا، مراجعة علوم البيئة والتكنولوجيا الحيوية 2011، 10، 139.
[242] أ. إ. ج. ر. أنانثاشانكار، ج. كيمياء. هندسة. تكنولوجيا العمليات. 2013، 5، 1.
[243] أ) أ. الخضيري، ن. درويش، ن. هلال، تحلية المياه 2012، 287، 2؛
ب) إ. دريولي، أ. علي، ف. ماكيدونيو، تحلية المياه 2015، 356، 56.
[244] ب. دييز، ر. روزال، تكنولوجيا النانو. الهندسة البيئية. 2020، 5، 15.
www.advenergysustres.com
[245] س. ف. أحمد، ف. مهجبين، أ. مومتاين، ن. تسنوم، ن. ت. فارية، م. موفيجور، أ. ت. هوانغ، د. ف. ن. فو، ت. م. إ. محليا، كيموسفير 2022، 306، 135527.
[246] ل. تشانغ، ل. وانغ، ي. تشانغ، د. وانغ، ج. قوه، م. تشانغ، ي. لي، البحث البيئي 2022، 206، 112629.
[247] س. روي، س. راجوناث، طاقات 2018، 11، 2997.
[248] إ. أوبوتي إيزوغبي، س. راتيلال، أغشية 2020، 10، 89.
[249] س. تبرّيز، م. زيشان، م. ب. آصف، س. افتخار، ز. عباس، مفاعلات الأغشية الهجينة لمعالجة مياه الصرف الصحي، إلسفير، فيتنام 2023.
[250] ف. إ. أحمد، أ. خليل، ن. هلال، تحلية المياه 2021، 517، 115183.
[251] ت. هـ. لي، ج. س. روه، س. ي. يو، ج. م. روه، ت. هـ. تشوي، هـ. ب. بارك، أبحاث الهندسة الكيميائية الصناعية 2020، 59، 5324.
[252] أ. م. أ. عبد السامد، م. ماتياس، أ. س. ج. خليل، م. أولبريشت، تكنولوجيا تنقية سبتمبر 2019، 228، 115767.
[253] ي. ليو، إكس. وانغ، إكس. قاو، ج. تشنغ، ج. وانغ، أ. فولودين، ي. ف. شيا، إكس. هوانغ، ب. فان دير بروغن، ج. زو، ج. علوم الأغشية 2020، 596، 117717.
[254] ي. وانغ، هـ. تشانغ، س. سونغ، ج. قاو، ج. زو، مجلة علوم الأغشية 2020، 614، 118496.
[255] ج. ميشرا، م. موكوبادهياي، ج. هندسة الكيمياء البيئية. 2021، 9، 104734.
- أ. ك. برياقسم الهندسة الكيميائية معهد KPR للهندسة والتكنولوجيا
تاميل نادو، الهند
أ. ك. برياوحدة تحديد أولويات المشاريع، والرصد والتقييم، وإدارة المعرفة
المعهد الهندي للحفاظ على التربة والمياه (ICAR-IISWC) ديهرادون، الهند
H. ب. حواشالمعهد القومي لعلوم المحيطات والمصايد، NIOF القاهرة، مصر
DOI: https://doi.org/10.1002/aesr.202400011
Publication Date: 2024-02-19
Membrane technology for energy saving: principles, techniques, applications, challenges, and prospects
Advanced Energy & Sustainability Research
Publisher’s PDF, also known as Version of record
Link to publication record in Queen’s University Belfast Research Portal
Copyright 2024 The Authors.
This is an open access article published under a Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium, provided the author and source are cited.
Copyright for the publications made accessible via the Queen’s University Belfast Research Portal is retained by the author(s) and / or other copyright owners and it is a condition of accessing these publications that users recognise and abide by the legal requirements associated with these rights.
The Research Portal is Queen’s institutional repository that provides access to Queen’s research output. Every effort has been made to ensure that content in the Research Portal does not infringe any person’s rights, or applicable UK laws. If you discover content in the Research Portal that you believe breaches copyright or violates any law, please contact openaccess@qub.ac.uk.
Open Access
Membrane Technology for Energy Saving: Principles, Techniques, Applications, Challenges, and Prospects
Abstract
Membrane technology emerges as a transformative solution for global challenges, excelling in water treatment, gas purification, and waste recycling. This comprehensive review navigates the principles, advantages, challenges, and prospects of membrane technology, emphasizing its pivotal role in addressing contemporary environmental and sustainability issues. The goal is to contribute to environmental objectives by exploring the principles, mechanisms, advantages, and limitations of membrane technology. Noteworthy features include energy efficiency, selectivity, and minimal environmental footprint, distinguishing it from conventional methods. Advances in nanomembranes, organic porous membranes, and metal-organic frameworks-based membranes highlight their potential for energy-efficient contaminant removal. The review underscores the integration of renewable energy sources for eco-friendly desalination and separation processes. The future trajectory unfolds with next-gen nanocomposite membranes, sustainable polymers, and optimized energy consumption through electrochemical and hybrid approaches. In healthcare, membrane technology reshapes gas exchange, hemodialysis, biosensors, wound healing, and drug delivery, while in chemical industries, it streamlines organic solvent separation. Challenges like fouling, material stability, and energy efficiency are acknowledged, with the integration of artificial intelligence recognized as a progressing frontier. Despite limitations, membrane technology holds promise for sustainability and revolutionizing diverse industries.
1. Introduction
A. I. Osman
Queen’s University Belfast
David Keir Building, Stranmillis Road, Belfast BT9 5AG, Northern Ireland, UK
E-mail: aosmanahmed01@qub.ac.uk
Z. Chen, P.-S. Yap
Xi’an Jiaotong-Liverpool University
Suzhou 215123, China
E-mail: PowSeng.Yap@xjtlu.edu.cn
The ORCID identification number(s) for the author(s) of this article can be found under https://doi.org/10.1002/aesr.202400011.
© 2024 The Authors. Advanced Energy and Sustainability Research published by Wiley-VCH GmbH. This is an open access article under the terms of the Creative Commons Attribution License, which permits use, distribution and reproduction in any medium, provided the original work is properly cited.
A. M. Elgarahy
Port Said, Egypt
A. M. Elgarahy
Environmental Science Department
Faculty of Science
Port Said University
Port Said, Egypt
M. Farghali
Kobe University
Kobe 657-8501, Japan
I. M. A. Mohamed
Faculty of Veterinary Medicine
Assiut University
Assiut 71526, Egypt
2. Membrane Technologies for Energy-Saving
2.1. Water Treatment and Desalination
polybutylene succinate, as well as natural materials like cellulose, alginate, chitosan, chitin, lignin, collagen, and sericin.
the high-pressure brine released from the membrane retention stream, which could improve plant performance and save up to
renewable energy sources should be conducted through both modeling and experimental studies before considering their commercial viability.
2.2. Integrated Membrane Technologies and Microbial Fuel Cells (MFCs) for Energy Savings
cost-effective and straightforward approach to harvesting algal biomass, lipid extraction, and the separation of valuable products. Third, utilizing membrane systems for downstream separation of fatty acid methyl ester mixtures enables the retention of unreacted oil, recovery of unused alcohol, and glycerol separation, enhancing cost-efficiency. Furthermore, membrane-based separation and purification of fatty acid methyl ester mixtures can yield biodiesel meeting American Society for Testing and Materials standards at a lower cost and with a reduced environmental footprint.
microbes and the restoration of the membrane in the affected area. The development of bacterial cellulose membrane materials reduces the energy consumption of gravity-driven separations and also broadens the application of the separations.
2.3. Contaminants Removal
wastewater and determined that chemical coagulation facilitated the energy recovery of AnMBR ( -0.08 to
concentration exceeds a specified threshold (
2.4. Gas Purification
membranes generally exhibit lower selectivity compared to MOF-derived membranes, which can precisely adjust their pore sizes according to the kinetic diameter of hydrogen molecules
different pore sizes to create interlaced pore networks, thereby enhancing
impressive ethylene/ethane selectivity of 120 , combined with an ethylene permeance of 135 gas permeation units. These advancements hold promise for improving hydrocarbon separation processes, contributing to increased efficiency in industrial applications.
3. Mechanisms and Principles of Membrane Technology
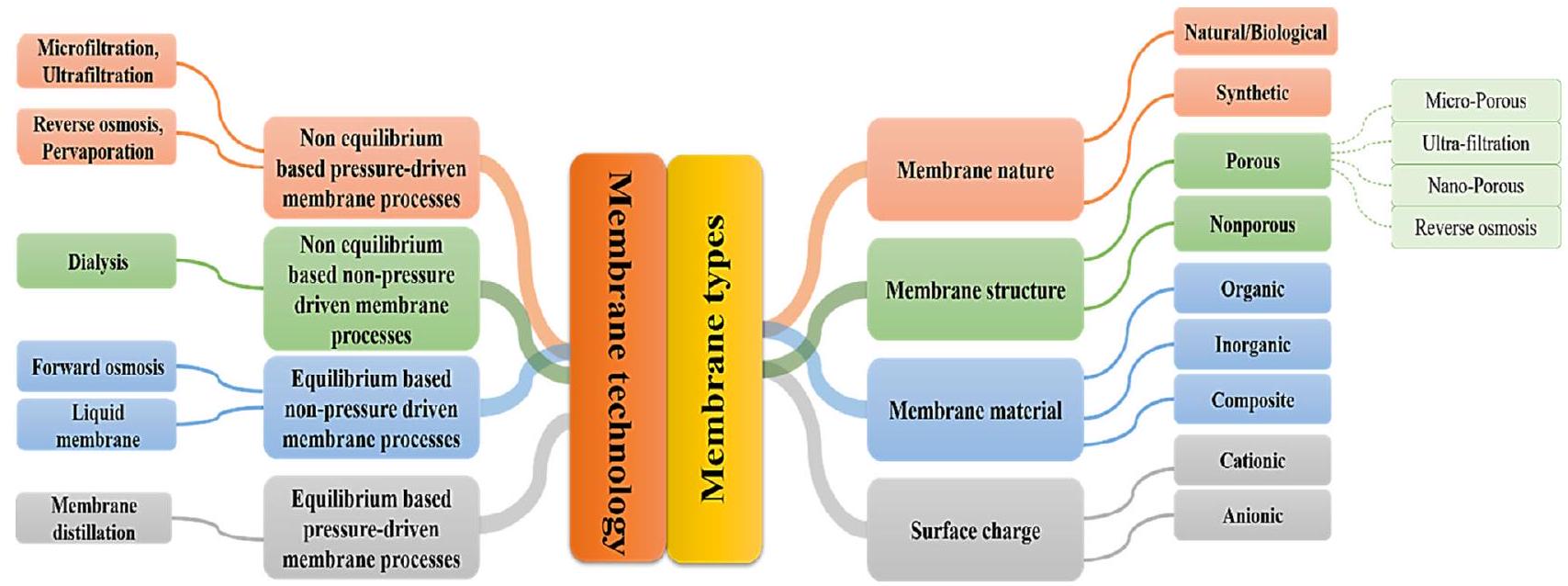
3.1. Role of Membrane Structure and Properties in Separation
3.2. Transport Mechanisms Across the Membrane
relies on several key elements, including the overall molecular size of the membrane, its morphological structure, and its chemical affinity. The effectiveness of membrane-based separation processes is highly dependent on the specific types of membranes and their respective modules.
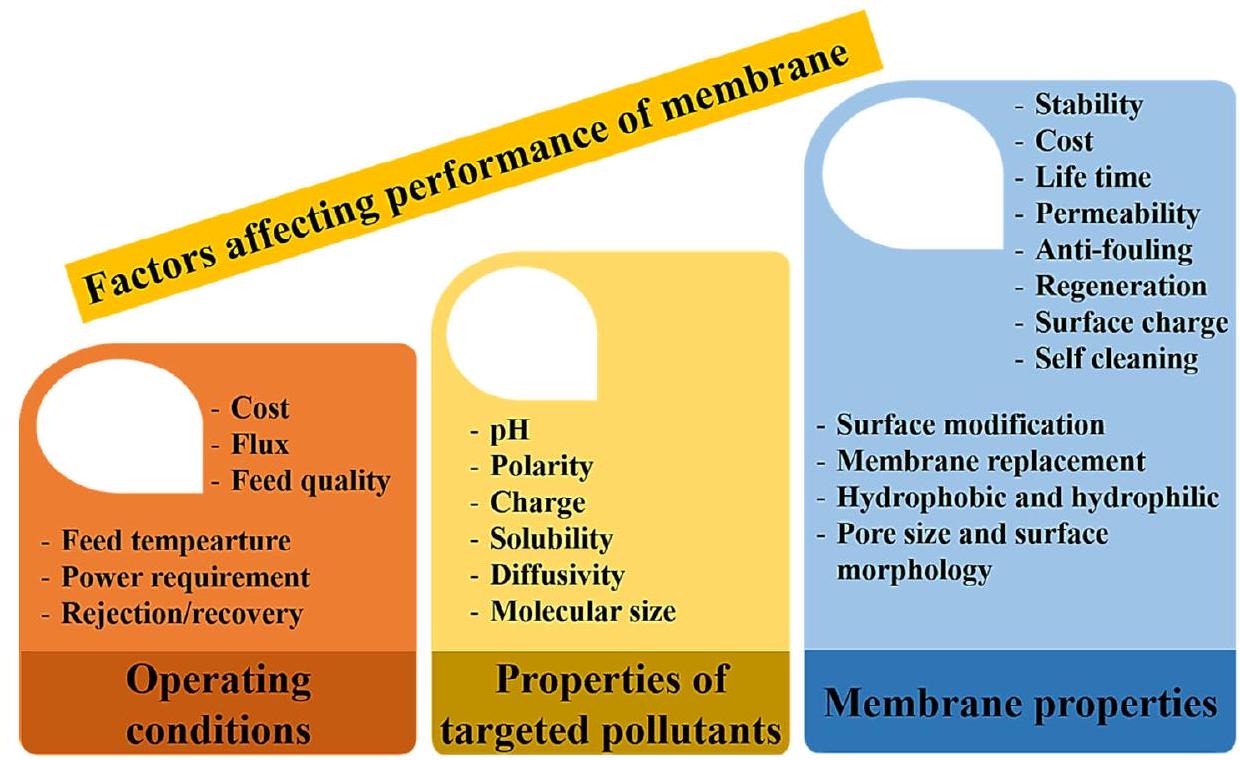
3.3. Factors Affecting Membrane Performance
the forward osmosis membrane. This is due to the rise in instability encountered along the membrane. Osmotic forcing increases the concentration polarization phenomenon, thus causing the formation of a thick fouling layer.
|
Membrane pore size [nm] | Driving force | Mechanism | Applications | References | ||||
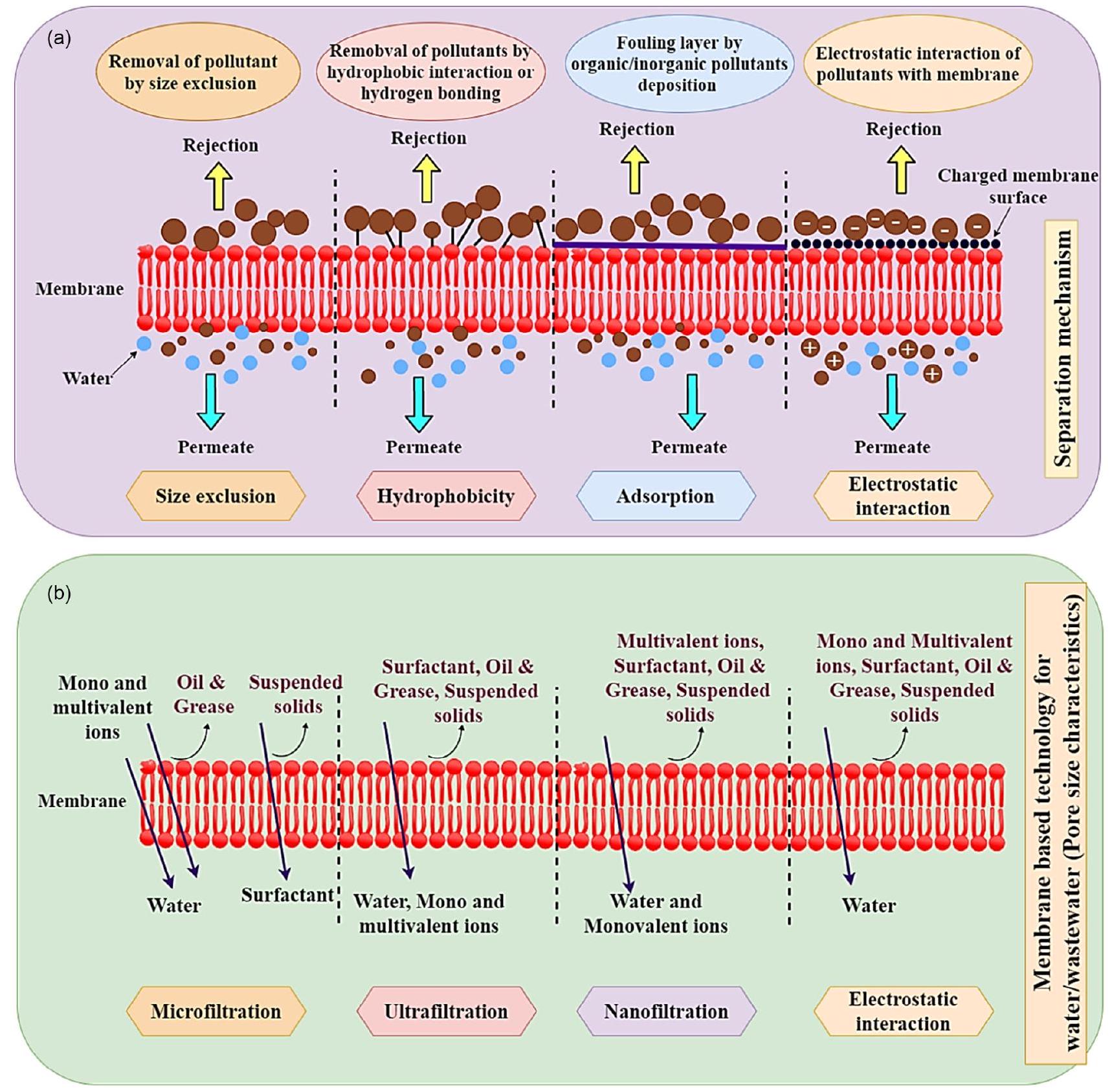
| Pressure-driven membrane separation technique | Microfiltration | Symmetric and asymmetric microporous membrane | 100-10000 | Pressure difference (0.1-2 bar) | Sieving | Industries like pharmaceutical, food, and water treatment for drinking purposes. Pretreatment of NF and RO | [236] | ||
| Ultrafiltration | Asymmetric microporous membrane | 10-100 | Pressure difference (1-10 bar) | Sieving | Industries like dairy, food, pharmaceutical, textile, and water treatment. Pretreatment of NF and RO | [237] | |||
| NF | – | 0.1-10 | Pressure difference (10-25 bar) | Solution diffusion | Treatment of wastewater and brackish water desalination, chroma removal | [238] | |||
| RO | – | <2 | Pressure difference (15-80 bar) | Solution diffusion | Concentration of juice and milk, seawater desalination, boiler water supply | [239] | |||
| Concentration-driven membrane separation technique | Pervaporation | Asymmetric nonporous membrane | <1 | Vapor pressure difference/ concentration difference (0.001-1 bar) | Solution diffusion | Separation of liquid mixture, hydrogen and helium recovery | [240] | ||
| Gas separation | Porous/nonporous membrane | <1000 | Concentration difference | Knudsen flow (porous membranes). Diffusion (nonporous membranes) | Removal of organic matter during water treatment | [241] | |||
| Electrical-driven membrane separation technique | Electrodialysis | Cation and anion exchange nonporous membrane | – | Electric potential difference | Donnan exclusion (selective transport of ions) | Desalination and separation of amino acids | [242] | ||
| Temperature-driven membrane separation technique | Membrane distillation | Microporous membrane | 0.2-1 (temperature difference) | Vapor pressure difference | Vapor-liquid equilibrium | Semiconductor industry, desalination of seawater | [243] | ||
4. Advantages and Limitations of Membrane Technology
4.1. Advantages of Membrane Technology
discharge, are recognized for their minimal volume requirements, elevated stability, uncomplicated process control, sufficient permeate flux, economical chemical consumption, superior pollutant retention, cost-effectiveness, and operational dependability.
4.2. Limitations of Membrane Technology
4.2.1. Membrane Fouling
polymeric membranes, due to their hydrophobic nature, are more prone to fouling; 2) Surface roughness: a rough membrane surface increases the likelihood of colloidal particle channeling within the membrane, elevating the risk of fouling; 3) Pore size: larger pores within the membrane heighten the chance of contamination blockage, thereby increasing the likelihood of fouling;[101] 4) Hydrophilicity/hydrophobicity: more hydrophilic membranes are less prone to fouling, while more hydrophobic membranes are more susceptible; 5) Colloidal particle interaction: colloidal particles can render the membrane negatively charged, attracting positively charged ions like
4.2.2. Membrane Modules
and encircling an axis collection pipe. Commercial spiral wound modules are approximately 0.66 feet wide and 3.33 feet long, with designs featuring multiple envelopes that allow the permeate to pass through a central pipe, reducing pressure drop. Hollow fiber modules, in contrast, have diameters ranging from 10 to 20 cm and heights of
4.2.3. High Capital and Operational Costs
| Membrane system | Construction cost/ capital cost | Operational cost | Maintenance cost | Land requirement |
| Ultrafiltration membrane | Higher | Higher | Higher | Lower |
| Conventional sand filters | Lower | Lower | Lower | Higher |
4.3. Approaches to Overcome Membrane Fouling
4.3.1. Common Approaches
www.advancedsciencenews.com
| Factors | Advantages | Challenges/limitations | References |
| Ultrafiltration | Cost-effective, simple process, and more thermal stability | Lack of complete removal of suspended solids, bacteria, and other pathogens (viruses) | [244] |
| Microfiltration | Low cost compared to other filtration techniques, low in pressure and energy consumption | Treated effluent displays reduced quality, heightened susceptibility to oxidants, and achieves diminished removal of suspended solids and bacteria. | [244] |
| RO | Easy operation, better efficiency, effective removal of mineral salts | High capital and operational costs necessitate pretreatment and elevated pressure for the treatment process | [245] |
| NF | Less energy for treatment, easy operation, better efficiency, high water permeability | High cost, sensitive to free chlorine | [72] |
| Membrane as electrode | Membrane materials are categorized based on their electrical conductivity, allowing the application of membrane technology to various processes such as electrochemical oxidation, photo electrocatalysis, eco-friendly methods, and more. | There is a deficit in the efficiency of fragile transfer in the reactor and huge energy consumption. | [246] |
| Forward osmosis | Water molecules can move freely due to the lack of external pressure; the separation of the solute creates pure water, and no additional pressure is required. | Forward osmosis membrane material has advanced features that control membrane fouling. | [89] |
| Control of fouling | Improving the mass transfer state diminishes the degree of polarization concentration linked to fouling, resulting in a
|
Capital cost is high, presence of complex kinetic mechanisms leads to the permanent deposition of particles onto the surface and the clogging of pores. | [247] |
| Pervaporation | It can be utilized to separate water of different species and its various organoleptic separations, which are both energy-saving and environmentally friendly. | Operating under extreme conditions, utilization of certain membranes is limited due to the lack of availability and the higher cost of these membranes. | [248] |
| Pretreatment techniques | Effectively eliminates membrane foulants, providing a safeguard against substantial environmental degradation associated with the recycling of oil-mixture wastewater. | Expensive, less efficient in treating heavy metals, more energy required | [245] |
| Hybrid techniques | Enhanced water quality, cost-effectiveness, efficient removal of pollutants from the environment, and improved membrane efficiency are achieved by eliminating barriers. | Despite the relatively low occurrence of membrane fouling, it still results in a reduction of both the separation rate and the membrane permeate rate. | [249] |
| Distillation | The liquid phase can be separated from the gas phase; the material has a high degree of permeability and is highly resistant to water; no condensation of the membrane pores is observed at the end of the reaction. | A large condenser is required due to the small amount of formed vapor being dispersed in a large amount of sweep gas high cost of equipment and installation. | [250] |
(e.g., instability, temperature, and pH ), proteinase is significantly more effective than conventional chemicals in controlling the irreversible membrane.
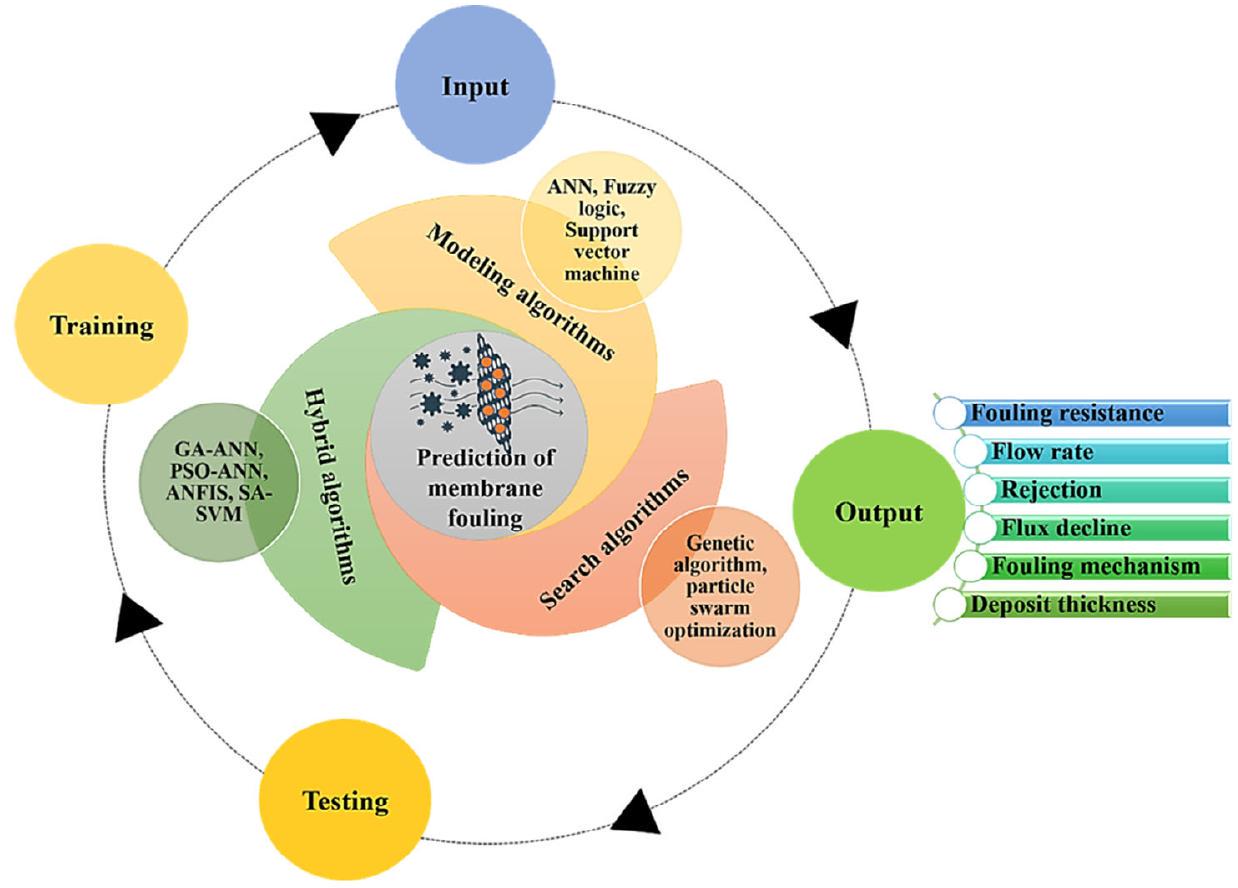
4.3.2. Artificial Intelligence (AI)-Incorporated Membrane Fouling Prediction
optimizing system performance, long-term planning, and seamlessly integrating AI into system operations.
mathematical equations for predicting membrane fouling.
5. Future Prospects and Challenges
5.1. Emerging Trends in Membrane Technology
( 5 cycles:
film nanocomposites. Polyamide membranes can be infused with nanomaterials through various methods, including sol-gel, surface metallization/mineralization, and interfacial crystallization.
the membrane, forming scales. This necessitates membrane cleaning to remove residual components and extend membrane life, efficiency, and repeatability.
| Nanofillers | Characteristics | Membrane-separated substances | Water permeability [
|
Effect on the membrane | Optimization direction | References |
| Zeolitic imidazole framework-8/carbon nanotubes | Provides an efficient and continuous diffusion path; prevents self-agglomeration of zeolitic imidazole framework- 8 nanoparticles; high aspect ratio | Chlorine | – | Enhanced water permeability, high chlorine stability | Enhancement by metal-organic frame type, aspect ratio, and longevity | [251] |
| Octadecyltrichlorosilanefunctionalized mesoporous silica nanoparticles | Hydroxy surface; hydrophilic | Molybdenum silicate; dextran | – | Significantly improved water permeability and improved dissolution stability | – | [252] |
| Graphitic carbon nitride/ halloysite nanotubes | Hollow nanotube structure; surface hydroxyl groups; high mechanical strength; low-cost | Sodium sulfate; magnesium sulfate; magnesium chloride; sodium chloride | 20 | Enhanced separation properties; high water permeability | Adjustment of nanomaterial ratio and volume | [253] |
| Aminophenol/ formaldehyde resin polymeric nanospheres | Rich in hydroxy and amino groups | Chlorine | 56.3/71.3 | High hydrophilicity; high reusability; strong mechanical properties | – | [254] |
| Cerium oxide@ halloysite nanotubes | Improved surface charge; high surface area | Humic acid | 206.42 | Higher hydrophilicity, biofouling resistance, higher interfacial surface energy | – | [255] |
channels.
power-rated fuel cell systems are important, and the integration of efficient energy storage systems can maintain the consistency of the power system.
higher performance in fuel cells.
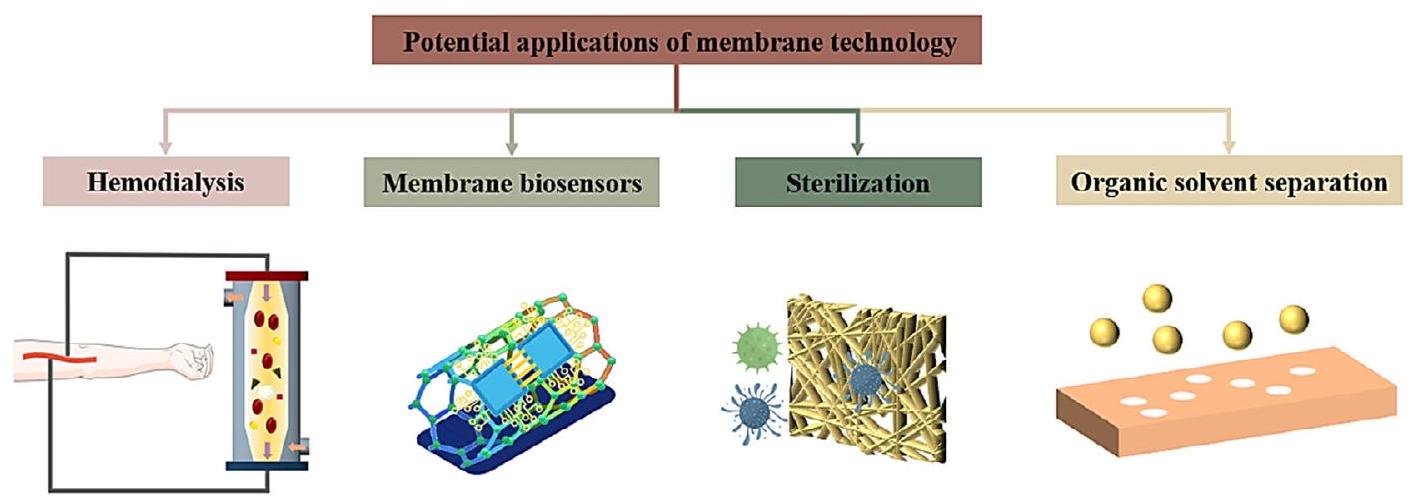
5.2. Future Applications of Membrane Technology
5.2.1. Medical Sectors
oxygenator surfaces using polymeric materials or surface modification using anticoagulant drugs and biomimetic interfacial strategies can also be beneficial in improving blood compatibility.
detection in the blotting membranes. This breakthrough enabled the investigation of the connection between abnormal lysozyme levels and the onset of leukemia and kidney disease. MXenebased combination bionic bilayer lipid membrane biosensor can effectively detect BC biomarker BRCA1, effective electrochemical detection of tumor suppressor genes (BC mutated genes), which is beneficial to help repair damaged deoxyribonucleic acid.
temperature of
and silver sulfadiazine have strong antibacterial effects against E. coli and S. aureus, respectively, providing high therapeutic efficiency to promote wound healing.
5.2.2. Chemical Sectors
across the membrane, organic solvent NF, a relatively new technique, enables fast and long-lasting separation of molecules in the molecular weight range of
5.3. Challenges in Scaling-up Membrane Technology
large-scale free films. The disparities between research results obtained at laboratory size and commercial scale need the evaluation of the significance of membrane and system performance since relatively novel membrane processes currently lack dependable standards for pilot-scale setups. To bridge the gap from the lab to the pilot level, scale-up manufacturing and assessment of promising functional materials and substrate materials that preserve characteristics are actively encouraged.
6. Conclusion
is the persistent issue of membrane fouling, which can degrade performance over time. Researchers seek innovative fouling control in large-scale applications, aiming for consistent performance. Transitioning from petroleum-based to eco-friendly membranes poses financial challenges, requiring rigorous economic comparisons for informed decisions.
Acknowledgements
Conflict of Interest
Keywords
www.advancedsciencenews.com
[1] M. Farghali, A. I. Osman, I. M. A. Mohamed, Z. Chen, L. Chen, I. Ihara, P.-S. Yap, D. W. Rooney, Environ. Chem. Lett. 2023, 21, 2003.
[2] A. Slameršak, G. Kallis, D. W. O’Neill, Nat. Commun. 2022, 13, 6932.
[3] A. I. Osman, L. Chen, M. Yang, G. Msigwa, M. Farghali, S. Fawzy, D. W. Rooney, P.-S. Yap, Environ. Chem. Lett. 2023, 21, 741.
[4] a) M. Pasichnyk, P. Stanovsky, P. Polezhaev, B. Zach, M. Šyc, M. Bobák, J. C. Jansen, M. Přibyl, J. E. Bara, K. Friess, J. Havlica, D. L. Gin, R. D. Noble, P. Izák, Sep. Purif. Technol. 2023, 323, 124436; b) A. Knebel, J. Caro, Nat. Nanotechnol. 2022, 17, 911.
[5] a) F. Soyekwo, H. Wen, D. Liao, C. Liu, J. Membr. Sci. 2022, 659, 120773; b) S. Liu, G. Zhou, G. Cheng, X. Wang, G. Liu, W. Jin, Sep. Purif. Technol. 2022, 299, 121729.
[6] X. Qian, M. Ostwal, A. Asatekin, G. M. Geise, Z. P. Smith, W. A. Phillip, R. P. Lively, J. R. McCutcheon, J. Membr. Sci. 2022, 645, 120041.
[7] a) S. P. Bera, M. Godhaniya, C. Kothari, J. Basic Microbiol. 2022, 62, 245; b) S. B. Khan, S. Irfan, S. S. Lam, X. Sun, S. Chen, J. Water Process Eng. 2022, 49, 102958.
[8] a) W. Xie, T. Li, A. Tiraferri, E. Drioli, A. Figoli, J. C. Crittenden, B. Liu, ACS Sustainable Chem. Eng. 2020, 9, 50; b) J. H. Aburabie, T. Puspasari, K.-V. Peinemann, J. Membr. Sci. 2020, 596, 117615.
[9] R. Sharma, N. Verma, Y. Lugani, S. Kumar, M. Asadnia, Green Sustainable Process for Chemical and Environmental Engineering and Science, Elsevier, Amsterdam, The Netherland, 2021, pp. 1-48.
[10] a) C. Tewari, G. Tatrari, S. Kumar, M. Pathak, K. S. Rawat, Y. N. Kim, B. Saha, Y. C. Jung, P. Mukhopadhyay, N. G. Sahoo, Desalination 2023, 567, 116952; b) X. Hu, J. Guo, A. K. J. An, S. S. Chopra, Water Res. 2023, 243, 120376; c) S. F. Ahmed, F. Mehejabin, A. Momtahin, N. Tasannum, N. T. Faria, M. Mofijur, A. T. Hoang, D.-V. N. Vo, T. M. I. Mahlia, Chemosphere 2022, 306, 135527.
[11] a) A. Samir, F. H. Ashour, A. A. A. Hakim, M. Bassyouni, npj Mater. Degrad. 2022, 6, 68; b) C. Mukherjee, D. Varghese, J. S. Krishna, T. Boominathan, R. Rakeshkumar, S. Dineshkumar, C. V. S. Brahmananda Rao, A. Sivaramakrishna, Eur. Polym. J. 2023, 192, 112068.
[12] Y. Han, Z. Xu, C. Gao, Adv. Funct. Mater. 2013, 23, 3693.
[13] X. Wei, K. T. Sanders, A. E. Childress, Desalination 2021, 520, 115316.
[14] D. Attarde, M. Jain, P. K. Singh, S. K. Gupta, Desalination 2017, 413, 86.
[15] F. Li, C. Fang, W. Liu, L. Yang, B. Guo, S. Zhang, J. Membr. Sci. 2021, 631, 119317.
[16] F. E. Ahmed, R. Hashaikeh, N. Hilal, Desalination 2020, 495, 114659.
[17] X. Wang, Y. Wang, J. Wang, S. Xu, Y. Wang, S. Wang, Desalination 2010, 254, 170.
[18] C. P. Koutsou, E. M. Kritikos, A. J. Karabelas, M. Kostoglou, Desalination 2020, 476, 114213.
[19] A. A. Alsarayreh, M. A. Al-Obaidi, A. M. Al-Hroub, R. Patel, I. M. Mujtaba, J. Cleaner Prod. 2020, 248, 119220.
[20] T. M. Mansour, T. M. Ismail, K. Ramzy, M. Abd El-Salam, Alexandria Eng. J. 2020, 59, 3741.
[21] M. A. Jamil, B. A. Qureshi, S. M. Zubair, Desalination 2017, 401, 88.
[22] K. Liu, J. Deng, F. Ye, Desalination 2019, 449, 101.
[23] F. Lou, S. Nie, F. Yin, W. Lu, H. Ji, Z. Ma, X. Kong, Desalination 2022, 523, 115408.
[24] M. Farghali, A. I. Osman, Z. Chen, A. Abdelhaleem, I. Ihara, I. M. A. Mohamed, P.-S. Yap, D. W. Rooney, Environ. Chem. Lett. 2023, 21, 1381.
[25] A. M. Eltamaly, E. Ali, M. Bumazza, S. Mulyono, M. Yasin, Arabian J. Sci. Eng. 2021, 46, 9879.
[26] B. Wu, A. Maleki, F. Pourfayaz, M. A. Rosen, Sol. Energy 2018, 163, 91.
[27] A. Giwa, S. W. Hasan, Desalination 2018, 435, 152.
[28] F. E. Ahmed, R. Hashaikeh, N. Hilal, Desalination 2019, 453, 54.
[29] B. C. Ricci, B. Skibinski, K. Koch, C. Mancel, C. Q. Celestino, I. L. C. Cunha, M. R. Silva, C. B. Alvim, C. V. Faria, L. H. Andrade, Desalination 2019, 468, 114082.
[30] a) E. R. Radu, S. I. Voicu, V. K. Thakur, Polymers 2023, 15, 619; b) S. Dharmalingam, V. Kugarajah, V. Elumalai, in PEM Fuel Cells (Ed: G. Kaur) Elsevier, Amsterdam, 2022, pp. 25-53.
[31] a) I. Aranaz, A. R. Alcántara, M. C. Civera, C. Arias, B. Elorza, A. Heras Caballero, N. Acosta, Polymers 2021, 13, 3256; b) N. Shaari, S. K. Kamarudin, J. Power Sources 2015, 289, 71.
[32] S. D. P. Cabello, N. A. Ochoa, E. A. Takara, S. Mollá, V. Compañ, Carbohydr. Polym. 2017, 157, 1759.
[33] S. Luo, J. A. Berges, Z. He, E. B. Young, Algal Res. 2017, 24, 527.
[34] C.-H. Lee, N. Terbish, S. L. Holder, S. R. Popuri, L. P. Nalluri, J. Polym. Res. 2019, 26, 285.
[35] A. A. Olayiwola Sirajudeen, M. S. Mohamad Annuar, K. A. Ishak, H. Yusuf, R. Subramaniam, J. Cleaner Prod. 2021, 278, 123449.
[36] P. R. Yaashikaa, A. Saravanan, P. S. Kumar, P. Thamarai, G. Rangasamy, Int. J. Hydrogen Energy 2023, 799.
[37] R. Kumar, A. K. Ghosh, P. Pal, Sci. Total Environ. 2020, 698, 134169.
[38] Y. E. Song, M. M. El-Dalatony, C. Kim, M. B. Kurade, B.-H. Jeon, J. R. Kim, Int. J. Hydrogen Energy 2019, 44, 2372.
[39] F. Ndayisenga, Z. Yu, Y. Yu, C.-H. Lay, D. Zhou, Bioresour. Technol. 2018, 270, 286.
[40] M. Christwardana, H. Hadiyanto, S. A. Motto, S. Sudarno, K. Haryani, Biomass Bioenergy 2020, 139, 105617.
[41] H. Hadiyanto, M. Christwardana, W. Z. Pratiwi, P. Purwanto, S. Sudarno, K. Haryani, A. T. Hoang, Chemosphere 2022, 287, 132275.
[42] C. G. Eggensperger, M. Giagnorio, M. C. Holland, K. M. Dobosz, J. D. Schiffman, A. Tiraferri, K. R. Zodrow, Environ. Sci. Technol. Lett. 2020, 7, 213.
[43] Y. Hou, C. Duan, G. Zhu, H. Luo, S. Liang, Y. Jin, N. Zhao, J. Xu, J. Membr. Sci. 2019, 591, 117312.
[44] S. P. Nunes, P. Z. Culfaz-Emecen, G. Z. Ramon, T. Visser, G. H. Koops, W. Jin, M. Ulbricht, J. Membr. Sci. 2020, 598, 117761.
[45] T. Fujioka, H. Kodamatani, W. Yujue, K. D. Yu, E. R. Wanjaya, H. Yuan, M. Fang, S. A. Snyder, J. Membr. Sci. 2020, 595, 117577.
[46] P. S. Goh, N. A. Ahmad, T. W. Wong, L. T. Yogarathinam, A. F. Ismail, Chemosphere 2022, 307, 136018.
[47] a) L. Goswami, R. Vinoth Kumar, S. N. Borah, N. Arul Manikandan, K. Pakshirajan, G. Pugazhenthi, J. Water Process Eng. 2018, 26, 314; b) N. Morin-Crini, E. Lichtfouse, M. Fourmentin, A. R. L. Ribeiro, C. Noutsopoulos, F. Mapelli, É. Fenyvesi, M. G. A. Vieira, L. A. Picos-Corrales, J. C. Moreno-Piraján, L. Giraldo, T. Sohajda, M. M. Huq, J. Soltan, G. Torri, M. Magureanu, C. Bradu, G. Crini, Environ. Chem. Lett. 2022, 20, 1333.
[48] P. L. McCarty, Environ. Sci. Technol. 2018, 52, 3835.
[49] M. Harclerode, A. Doody, A. Brower, P. Vila, J. Ho, P. J. Evans, J. Environ. Manage. 2020, 269, 110720.
[50] S. Arefi-Oskoui, A. Khataee, M. Safarpour, Y. Orooji, V. Vatanpour, Ultrason. Sonochem. 2019, 58, 104633.
[51] J. Zhang, K. Xiao, Z. Liu, T. Gao, S. Liang, X. Huang, Engineering 2021, 7, 868.
[52] D. Yadav, S. Karki, P. G. Ingole, J. Environ. Chem. Eng. 2022, 10, 108109.
[53] S.-L. Gao, Z.-X. Qin, B.-F. Wang, J. Huang, Z.-L. Xu, Y.-J. Tang, Desalination 2024, 572, 117142.
[54] M. K. Wafi, N. Hussain, O. El-Sharief Abdalla, M. D. Al-Far, N. A. Al-Hajaj, K. F. Alzonnikah, SN Appl. Sci. 2019, 1, 751.
[55] A. Egea-Corbacho Lopera, S. Gutiérrez Ruiz, J. M. Quiroga Alonso, J. Water Process Eng. 2019, 29, 100800.
[56] V. Albergamo, B. Blankert, E. R. Cornelissen, B. Hofs, W.-J. Knibbe, W. van der Meer, P. de Voogt, Water Res. 2019, 148, 535.
[57] a) J. Cevallos-Mendoza, C. G. Amorim, J. M. Rodríguez-Díaz, M. d. C. B. S. M. Montenegro, Membranes 2022, 12, 570; b) S. Kim, K. H. Chu, Y. A. J. Al-Hamadani, C. M. Park, M. Jang, D.-H. Kim, M. Yu, J. Heo, Y. Yoon, Chem. Eng. J. 2018, 335, 896.
[58] H. C. Duong, T. M. Pham, S. T. Luong, K. V. Nguyen, D. T. Nguyen, A. J. Ansari, L. D. Nghiem, Environ. Sci. Pollut. Res. 2019, 26, 23407.
[59] A. Shaheen, S. AlBadi, B. Zhuman, H. Taher, F. Banat, F. AlMarzooqi, Chem. Eng. J. 2022, 431, 133909.
[60] N. Rabiee, R. Sharma, S. Foorginezhad, M. Jouyandeh, M. Asadnia, M. Rabiee, O. Akhavan, E. C. Lima, K. Formela, M. Ashrafizadeh, Z. Fallah, M. Hassanpour, A. Mohammadi, M. R. Saeb, Environ. Res. 2023, 231, 116133.
[61] Y. Lan, P. Peng, J. Appl. Polym. Sci. 2019, 136, 46912.
[62] A. Msahel, F. Galiano, M. Pilloni, F. Russo, A. Hafiane, R. Castro-Muñoz, V. B. Kumar, A. Gedanken, G. Ennas, Z. E. Porat, Membranes 2021, 11, 65.
[63] Y. Song, C. Zhu, S. Ma, EnergyChem 2022, 4, 100079.
[64] H. Lu, C. Wang, J. Chen, R. Ge, W. Leng, B. Dong, J. Huang, Y. Gao, Chem. Commun. 2015, 51, 15562.
[65] Y. Wang, J. Li, Q. Yang, C. Zhong, ACS Appl. Mater. Interfaces 2016, 8, 8694.
[66] J. Fu, S. Das, G. Xing, T. Ben, V. Valtchev, S. Qiu, J. Am. Chem. Soc. 2016, 138, 7673.
[67] S. Das, T. Ben, S. Qiu, V. Valtchev, ACS Appl. Mater. Interfaces 2020, 12, 52899.
[68] H. Fan, M. Peng, I. Strauss, A. Mundstock, H. Meng, J. Caro, Nat. Commun. 2021, 12, 38.
[69] H. Fan, A. Mundstock, A. Feldhoff, A. Knebel, J. Gu, H. Meng, J. Caro, J. Am. Chem. Soc. 2018, 140, 10094.
[70] B. P. Biswal, S. H. Kunjattu, T. Kaur, R. Banerjee, U. K. Kharul, Sep. Sci. Technol. 2018, 53, 1752.
[71] X. Liang, H. Wu, H. Huang, X. Wang, M. Wang, H. Dou, G. He, Y. Ren, Y. Liu, Y. Wu, J. Mater. Chem. A 2022, 10, 5420.
[72] F. Saleem, A. Khan, S. Ahmed, R. R. Karri, N. M. Mubarak, A. S. Jatoi, M. Khalid, Y. H. Tan, N. A. Khan, 14 – Nanofiltration Membranes for Wastewater Treatment and Biotechnological Applications, Elsevier Inc. 2023 https://doi.org/10.1016/B978-0-323-98371-6.00001-X.
[73] H. Morker, B. Saini, A. Dey, Mater. Today: Proc. 2022, 77, 314.
[74] M. Abraham, W. Deng, J. McGuffin-Cawley, Encyclopedia of Sustainable Technologies, Elsevier, Cambridge 2017.
[75] D. Deemter, I. Oller, A. M. Amat, S. Malato, Chem. Eng. J. Adv. 2022, 11, 100298.
[76] E. O. Ezugbe, S. Rathilal, Membranes 2020, 10, 89.
[77] K. S. Alam, M. Fatema-Tuj-Johora, G. M. A. Khan, J. Environ. Chem. Eng. 2021, 9, 106401.
[78] P. Erkoc, F. Ulucan-Karnak, Prosthesis 2021, 3, 25.
[79] a) T. Jin, M. Peydayesh, R. Mezzenga, Environ. Int. 2021, 157, 106876; b) B. E. Blake, S. M. Pinney, E. P. Hines, S. E. Fenton, K. K. Ferguson, Environ. Pollut. 2018, 242, 894.
[80] A. Sonune, R. Ghate, Desalination 2004, 167, 55.
[81] a) N. Abdullah, N. Yusof, W. J. Lau, J. Jaafar, A. F. Ismail, J. Ind. Eng. Chem. 2019, 76, 17; b) Z. Mai, Ecole Centrale Paris, Paris 2013.
[82] K. Hernández, C. Muro, R. E. Ortega, S. Velazquez, F. Riera, Environ. Technol. 2021, 42, 775.
[83] T.-U. Kim, J. E. Drewes, R. Scott Summers, G. L. Amy, Water Res. 2007, 41, 3977.
[84] Y. González-Hernández, U. J. Jáuregui-Haza, J. Membr. Sci. 2021, 624, 119053.
[85] B. Wu, Sci. Total Environ. 2019, 656, 184.
[86] N. Khumalo, L. Nthunya, S. Derese, M. Motsa, A. Verliefde, A. Kuvarega, B. B. Mamba, S. Mhlanga, D. S. Dlamini, Sep. Purif. Technol. 2019, 211, 610.
[87] F. Jia, J. Li, J. Wang, Ann. Nucl. Energy 2017, 110, 1148.
[88] H. Cho, Y. Choi, S. Lee, Desalination 2018, 437, 195.
[89] Y. Gao, Z. Fang, P. Liang, X. Huang, Bioresour. Technol. 2018, 247, 730.
[90] A. Y. Bagastyo, A. D. Anggrainy, C. S. Nindita, Warmadewanthi, Sustainable Environ. Res. 2017, 27, 230.
[91] Z.-L. Ye, K. Ghyselbrecht, A. Monballiu, L. Pinoy, B. Meesschaert, Water Res. 2019, 160, 424.
[92] M. B. Vanotti, M. C. García-González, B. Molinuevo-Salces, B. Riaño, Membrtanes 2019, 10, 270.
[93] a) H. Riasat Harami, A. Dashti, P. Ghahramani Pirsalami, S. K. Bhatia, A. F. Ismail, P. S. Goh, Ind. Eng. Chem. Res. 2020, 59, 16772; b) A. Iddya, D. Hou, C. M. Khor, Z. Ren, J. Tester, R. Posmanik, A. Gross, D. Jassby, Environ. Sci.: Nano 2020, 7, 1759; c) L. He, Y. Wang, T. Zhou, Y. Zhao, Chem. Eng. J. 2020, 400, 125338; d) G. Noriega-Hevia, J. Serralta, L. Borrás, A. Seco, J. Ferrer, J. Environ. Chem. Eng. 2020, 8, 103880; e) M. Younas, T. Tahir, C. Wu, S. Farrukh, Q. Sohaib, A. Muhammad, M. Rezakazemi, J. Li, J. CO2 Util. 2020, 40, 101266; f) B. Xu, Z. He, Water Environ. Res. 2021, 93, 1619.
[94] C. Zhang, W. Zhang, Y. Wang, Membranes, 2020, 10, 169.
[95] F. Qu, H. Liang, J. Zhou, J. Nan, S. Shao, J. Zhang, G. Li, J. Membr. Sci. 2014, 449, 58.
[96] a) N. Wang, X. Li, Y. Yang, Z. Zhou, Y. Shang, X. Zhuang, J. Cleaner Prod. 2020, 265, 121790; b) H. Wang, M. Park, H. Liang, S. Wu, I. J. Lopez, W. Ji, G. Li, S. A. Snyder, Water Res. 2017, 125, 42.
[97] V. Khandegar, A. K. Saroha, J. Environ. Manage. 2013, 128, 949.
[98] L. Liu, X.-B. Luo, L. Ding, S.-L. Luo, in Nanomaterials for the Removal of Pollutiants and Resource Reutilization (Eds.: X. Luo, F. Deng), Elsevier, Oxford, 2019, pp. 83-147.
[99] W.-J. Lau, A. F. Ismail, Desalination 2009, 245, 321.
[100] B. Mi, M. Elimelech, J. Membr. Sci. 2010, 348, 337.
[101] Y. Liao, A. Bokhary, E. Maleki, B. Liao, Bioresour. Technol. 2018, 264, 343.
[102] A. Drews, J. Membr. Sci. 2010, 363, 1.
[103] J. S. Vrouwenvelder, J. A. M. Van Paassen, L. P. Wessels, A. F. Van Dam, S. M. Bakker, J. Membr. Sci. 2006, 281, 316.
[104] R. Valladares Linares, L. Fortunato, N. M. Farhat, S. S. Bucs, M. Staal, E. O. Fridjonsson, M. L. Johns, J. S. Vrouwenvelder, T. Leiknes, Desalin. Water Treat. 2016, 57, 22894.
[105] N. Togo, K. Nakagawa, T. Shintani, T. Yoshioka, T. Takahashi, E. Kamio, H. Matsuyama, Ind. Eng. Chem. Res. 2019, 58, 6721.
[106] N. H. Othman, N. H. Alias, N. S. Fuzil, F. Marpani, M. Z. Shahruddin, C. M. Chew, K. M. D. Ng, W. J. Lau, A. F. Ismail, Membranes 2022, 12, 30.
[107] Y. Shi, Z. Zhang, M. Zhang, G. Ding, B. Zhao, L. Wang, H. Zhang, Sep. Purif. Technol. 2021, 259, 118151.
[108] a) H. Yu, X. Li, H. Chang, Z. Zhou, T. Zhang, Y. Yang, G. Li, H. Ji, C. Cai, H. Liang, J. Membr. Sci. 2020, 613, 118469; b) G. Fan, Z. Li, Z. Yan, Z. Wei, Y. Xiao, S. Chen, H. Shangguan, H. Lin, H. Chang, J. Water Process Eng. 2020, 38, 101547.
[109] C. M. Chew, M. K. Aroua, M. A. Hussain, J. Ind. Eng. Chem. 2017, 45, 145.
[110] Y. Gao, Y. Zhang, M. Dudek, J. Qin, G. Øye, S. W. Østerhus, J. Environ. Chem. Eng. 2021, 9, 104839.
[111] A. K. Shalmani, I. M. A. ElSherbiny, S. Panglisch, Sep. Purif. Technol. 2020, 251, 117345.
[112] Y. Wang, Land Use Policy 2020, 90, 104307.
[113] V. S. Sousa, M. R. Teixeira, Sep. Purif. Technol. 2020, 248, 117047.
[114] C. M. Chew, M. K. Aroua, M. A. Hussain, W. M. Z. W. Ismail, J. Cleaner Prod. 2016, 112, 3152.
[115] F. H. De Souza, P. B. Roecker, D. D. Silveira, M. L. Sens, L. C. Campos, Water Res. 2021, 189, 116581.
[116] O. T. Iorhemen, R. A. Hamza, J. H. Tay, Bioresour. Technol. 2017, 240, 9.
[117] N. Peng, N. Widjojo, P. Sukitpaneenit, M. M. Teoh, G. G. Lipscomb, T.-S. Chung, J.-Y. Lai, Prog. Polym. Sci. 2012, 37, 1401.
[118] M. Bagheri, A. Akbari, S. A. Mirbagheri, Process Saf. Environ. Prot. 2019, 123, 229.
[119] A. Ahmad, S. H. Mohd-Setapar, C. S. Chuong, A. Khatoon, W. A. Wani, R. Kumar, M. Rafatullah, RSC Adv. 2015, 5, 30801.
[120] K. Kimura, Y. Oki, Water Res. 2017, 115, 172.
[121] a) G. Alam, I. Ihsanullah, M. Naushad, M. Sillanpää, Chem. Eng. J. 2022, 427, 130011; b) B. Fang, J. Yu, Z. Chen, A. I. Osman, M. Farghali, I. Ihara, E. H. Hamza, D. W. Rooney, P.-S. Yap, Environ. Chem. Lett. 2023, 21, 1959.
[122] N. D. Viet, S.-J. Im, C.-M. Kim, A. Jang, Chemosphere 2021, 272, 129872.
[123] S. A. Brocke, A. Degen, A. D. MacKerell Jr., B. Dutagaci, M. Feig, J. Chem. Inf. Model. 2019, 59, 1147.
[124] C. S. H. Yeo, Q. Xie, X. Wang, S. Zhang, J. Membr. Sci. 2020, 606, 118135.
[125] H. Liu, J. Chen, D. Hissel, H. Su, Appl. Energy 2019, 237, 910.
[126] a) F. Salehi, S. M. A. Razavi, Desalin. Water Treat. 2016, 57, 14369; b) D. Torregrossa, U. Leopold, F. Hernández-Sancho, J. Hansen, J. Environ. Manage. 2018, 223, 1061.
[127] C. Niu, X. Li, R. Dai, Z. Wang, Water Res. 2022, 216, 118299.
[128] S. Park, S.-S. Baek, J. Pyo, Y. Pachepsky, J. Park, K. H. Cho, J. Membr. Sci. 2019, 587, 117164.
[129] A. Srivastava, A. K, ., A. Nair, S. Ram, S. Agarwal, J. Ali, R. Singh, M. C. Garg, J. Environ. Manage. 2021, 278, 111497.
[130] Y. Li, Z. Song, Y. Yuan, Q. Zhang, H. Zhu, Bioresour. Technol. 2020, 295, 122313.
[131] B. F. Giannetti, F. Agostinho, J. J. C. Eras, Z. Yang, C. M. V. B. Almeida, J. Cleaner Prod. 2020, 271, 122127.
[132] F. Lu, D. Astruc, Coord. Chem. Rev. 2020, 408, 213180.
[133] S. Kamari, A. Shahbazi, Chemosphere 2020, 243, 125282.
[134] P. Mondal, M. K. Purkait, J. Cleaner Prod. 2018, 170, 1111.
[135] L. N. Nthunya, L. Gutierrez, A. R. Verliefde, S. D. Mhlanga, J. Chem. Technol. Biotechnol. 2019, 94, 2826.
[136] L. N. Nthunya, S. Derese, L. Gutierrez, A. R. Verliefde, B. B. Mamba, T. G. Barnard, S. D. Mhlanga, New J. Chem. 2019, 43, 4168.
[137] A. Hamid, M. Khan, A. Hayat, J. Raza, A. Zada, A. Ullah, F. Raziq, T. Li, F. Hussain, Spectrochim. Acta, Part A 2020, 235, 118303.
[138] Y. S. Khoo, W. J. Lau, Y. Y. Liang, M. Karaman, M. Gürsoy, A. F. Ismail, J. Adv. Res. 2022, 36, 39.
[139] R. Akbarzadeh, P. G. Ndungu, Membranes, 2022, 12, 505.
[140] L. Shu, Y. Peng, R. Yao, H. Song, C. Zhu, W. Yang, Angew. Chem., Int. Ed. 2022, 61, e202117577.
[141] D. Wu, S. Yu, D. Lawless, X. Feng, React. Funct. Polym. 2015, 86, 168.
[142] M. Khashij, M. Mokhtari, A. Dalvand, F. Haghiralsadat, H. Fallahzadeh, M. Hossein Salmani, J. Mol. Liq. 2022, 364, 119966.
[143] C. Wang, Z. Wang, J. Wang, Chem. Eng. J. 2022, 437, 135380.
[144] H.-Q. Huo, Y.-F. Mi, X. Yang, H.-H. Lu, Y.-L. Ji, Y. Zhou, C.-J. Gao, J. Membr. Sci. 2023, 669, 121311.
[145] C. Z. Liang, T.-S. Chung, J.-Y. Lai, Prog. Polym. Sci. 2019, 97, 101141.
[146] M. Ostojčić, S. Brkić, M. Tišma, B. Zelić, S. Budžaki, Kem. Ind. 2020, 69, 175.
[147] M. R. Esfahani, S. A. Aktij, Z. Dabaghian, M. D. Firouzjaei, A. Rahimpour, J. Eke, I. C. Escobar, M. Abolhassani, L. F. Greenlee, A. R. Esfahani, A. Sadmani, N. Koutahzadeh, Sep. Purif. Technol. 2019, 213, 465.
[148] Z. Yang, P.-F. Sun, X. Li, B. Gan, L. Wang, X. Song, H.-D. Park, C. Y. Tang, Environ. Sci. Technol. 2020, 54, 15563.
[149] B. Liang, X. He, J. Hou, L. Li, Z. Tang, Adv. Mater. 2019, 31, 1806090.
[150] A. M. Samsudin, M. Bodner, V. Hacker, Polymers 2022, 14, 3565.
[151] D.-T. Tran, J.-S. Chang, D.-J. Lee, Appl. Energy 2017, 185, 376.
[152] A. R. Nabais, A. P. S. Martins, V. D. Alves, J. G. Crespo, I. M. Marrucho, L. C. Tomé, L. A. Neves, Sep. Purif. Technol. 2019, 222, 168.
[153] H. Zhang, Q. He, J. Luo, Y. Wan, S. B. Darling, ACS Appl. Mater. Interfaces 2020, 12, 39948.
[154] A. Matin, F. Rahman, H. Z. Shafi, S. M. Zubair, Desalination 2019, 455, 135.
[155] L. Lai, L. N. Sim, W. B. Krantz, T. H. Chong, J. Membr. Sci. 2020, 602, 117969.
[156] J. Wang, H. Ren, X. Li, J. Li, L. Ding, J. Geng, K. Xu, H. Huang, H. Hu, Chem. Eng. J. 2018, 334, 2134.
[157] S. Nakaya, A. Yamamoto, T. Kawanishi, N. Toya, H. Miyakawa, K. Takeuchi, M. Endo, Desalination 2021, 518, 115286.
[158] S. J. Im, N. D. Viet, A. Jang, Chemosphere 2021, 275, 130047.
[159] B. Deng, Y. Deng, M. Liu, Y. Chen, Q. Wu, H. Guo, Sep. Purif. Technol. 2023, 313, 123326.
[160] J. Chen, R. Dai, Z. Wang, Resour. Conserv. Recycl. 2023, 198, 107153.
[161] C. Tian, T. Wang, H. Han, R. Dai, Z. Wang, Environ. Sci. Technol. 2022, 56, 12563.
[162] Y.-X. Shen, P. O. Saboe, I. T. Sines, M. Erbakan, M. Kumar, J. Membr. Sci. 2014, 454, 359.
[163] M. Tang, G. Gao, C. B. Rueda, H. Yu, D. N. Thibodeaux, T. Awano, K. M. Engelstad, M.-J. Sanchez-Quintero, H. Yang, F. Li, H. Li, Q. Su, K. E. Shetler, L. Jones, R. Seo, J. McConathy, E. M. Hillman, J. L. Noebels, D. C. De Vivo, U. R. Monani, Nat. Commun. 2017, 8, 14152.
[164] G. Liu, B. Zhou, J. Liu, H. Zhao, Sustainability 2021, 13, 102.
[165] M. Li, Y. Yang, L. Zhu, G. Wang, Z. Zeng, L. Xue, Colloids Surf., A 2022, 654, 130144.
[166] X. Yang, L. Yan, Y. Wu, Y. Liu, L. Shao, J. Membr. Sci. 2019, 589, 117223.
[167] W. Chen, J. Mo, X. Du, Z. Zhang, W. Zhang, Water Res. 2019, 151, 243.
[168] A. Ali, R. A. Tufa, F. Macedonio, E. Curcio, E. Drioli, Renewable Sustainable Energy Rev. 2018, 81, 1.
[169] A. Zein, S. Karaki, M. Al-Hindi, Renewable Energy 2023, 208, 385.
[170] A. A. Monjezi, Y. Chen, R. Vepa, A. E.-H. B. Kashyout, G. Hassan, H. E.-B. Fath, A. E.-W. Kassem, M. H. Shaheed, Desalination 2020, 495, 114679.
[171] L. Lv, X. Han, L. Zong, M. Li, J. You, X. Wu, C. Li, ACS Nano 2017, 11, 8178.
[172] V. Das, S. Padmanaban, K. Venkitusamy, R. Selvamuthukumaran, F. Blaabjerg, P. Siano, Renewable Sustainable Energy Rev. 2017, 73, 10.
[173] C. Li, M. Zhang, C. Song, P. Tao, M. Sun, M. Shao, T. Wang, J. AOAC Int. 2018, 101, 1341.
[174] J. Seo, Y. M. Kim, S. H. Chae, S. J. Lim, H. Park, J. H. Kim, Desalination 2019, 463, 40.
[175] Z. L. Cheng, X. Li, T.-S. Chung, J. Membr. Sci. 2018, 559, 63.
[176] S. M. Alardhi, T. M. Albayati, J. M. Alrubaye, Chem. Eng. Process. Process Intensif. 2020, 157, 108113.
[177] Z. Dai, R. D. Noble, D. L. Gin, X. Zhang, L. Deng, J. Membr. Sci. 2016, 497, 1.
[178] W. F. Yong, H. Zhang, Prog. Mater. Sci. 2021, 116, 100713.
[179] G. Palanisamy, H.-Y. Jung, T. Sadhasivam, M. D. Kurkuri, S. C. Kim, S.-H. Roh, J. Cleaner Prod. 2019, 221, 598.
[180] N. F. M. Khairuddin, A. Idris, L. W. Hock, Sep. Purif. Technol. 2019, 212, 1.
[181] Q. Zheng, G. J. O. Martin, S. E. Kentish, J. Appl. Phycol. 2019, 31, 1615.
[182] T. He, S. Yu, J. He, D. Chen, J. Li, H. Hu, X. Zhong, Y. Wang, Z. Wang, Z. Cui, Chin. J. Chem. Eng. 2022, 49, 46.
[183] E. Yi, H. S. Kang, S. M. Lim, H. J. Heo, D. Han, J. F. Kim, A. Park, D. H. Choi, Y.-I. Park, H. Park, Y. H. Cho, E.-H. Sohn, J. Membr. Sci. 2022, 648, 120363.
[184] R. Biran, D. Pond, Adv. Drug Delivery Rev. 2017, 112, 12.
[185] B. T. Duy Nguyen, H. Y. Nguyen Thi, B. P. Nguyen Thi, D.-K. Kang, J. F. Kim, Membranes 2021, 11, 239.
[186] A. Abdelrasoul, H. Westphalen, S. Saadati, A. Shoker, Sci. Rep. 2021, 11, 23080.
[187] D. Zhong, Z. Wang, J. Zhou, Y. Wang, J. Membr. Sci. 2021, 618, 118690.
[188] A. Hayder, A. Hussain, A. N. Khan, H. Waheed, Polym. Bull. 2018, 75, 1197.
[189] G. Jarvas, D. Szerenyi, J. Tovari, L. Takacs, A. Guttman, Molecules 2021, 26, 4845.
[190] W. Li, S. Chao, Y. Li, F. Bai, Y. Teng, X. Li, L. Li, C. Wang, J. Membr. Sci. 2022, 642, 119964.
[191] M. E. Santocildes-Romero, L. Hadley, K. H. Clitherow, J. Hansen, C. Murdoch, H. E. Colley, M. H. Thornhill, P. V. Hatton, ACS Appl. Mater. Interfaces 2017, 9, 11557.
[192] D. Han, A. J. Steckl, ACS Appl. Mater. Interfaces 2017, 9, 42653.
[193] X. Zhang, S. Yang, R. Jiang, L. Sun, S. Pang, A. Luo, Sens. Actuators, B 2018, 254, 1078.
[194] K. P. Divya, S. Keerthana, C. Viswanathan, N. Ponpandian, Microchim. Acta 2023, 190, 116.
[195] K. An, H. D. Duong, J. I. Rhee, Eng. Life Sci. 2017, 17, 847.
[196] E. I. Tzianni, J. Hrbac, D. K. Christodoulou, M. I. Prodromidis, Sens. Actuators, B 2020, 304, 127356.
[197] A. Jasim, M. W. Ullah, Z. Shi, X. Lin, G. Yang, Carbohydr. Polym. 2017, 163, 62.
[198] B. Zhao, M. Khan, Y. Liu, W. Tai, C. Mu, W. Wu, M. Zhao, Y. Ma, L. Yu, J.-M. Lin, Q. Hu, Chin. Chem. Lett. 2023, 108462.
[199] G.-P. Nikoleli, D. P. Nikolelis, C. G. Siontorou, S. Karapetis, M.-T. Nikolelis, Biosensors 2018, 8, 61.
[200] M. Choudhury, H. S. Bindra, K. Singh, A. K. Singh, R. Nayak, Polym. Adv. Technol. 2022, 33, 1997.
[201] Y. Zhang, D. Zhao, F. Yu, C. Yang, J. Lou, Y. Liu, Y. Chen, Z. Wang, P. Tao, W. Shang, J. Wu, C. Song, T. Deng, Nanoscale 2017, 9, 19384.
[202] M. Cui, J. Wu, J. Wei, Z. Wei, Surf. Coat. Technol. 2023, 463, 129497.
[203] Y. Si, Z. Zhang, W. Wu, Q. Fu, K. Huang, N. Nitin, B. Ding, G. Sun, Sci. Adv. 2018, 4, eaar5931.
[204] K. Rasool, K. A. Mahmoud, D. J. Johnson, M. Helal, G. R. Berdiyorov, Y. Gogotsi, Sci. Rep. 2017, 7, 1598.
[205] Z. Li, P. Zhou, F. Zhou, Y. Zhao, L. Ren, X. Yuan, Colloids Surf., B 2018, 162, 335.
[206] S. Singh, N. Shauloff, C. P. Sharma, R. Shimoni, C. J. Arnusch, R. Jelinek, J. Colloid Interface Sci. 2021, 592, 342.
[207] G. G. de Lima, D. W. F. de Lima, M. J. A. de Oliveira, A. B. Lugão, M. T. S. Alcântara, D. M. Devine, M. J. C. de Sá, ACS Appl. Bio Mater. 2018, 1, 1842.
[208] X. Yu, X. Wu, Y. Si, X. Wang, J. Yu, B. Ding, Macromol. Rapid Commun. 2019, 40, 1800931.
[209] Y. Yue, X. Gong, W. Jiao, Y. Li, X. Yin, Y. Si, J. Yu, B. Ding, J. Colloid Interface Sci. 2021, 592, 310.
[210] C. Kimna, S. Tamburaci, F. Tihminlioglu, J. Biomed. Mater. Res. Part B 2019, 107, 2057.
[211] Y. Ma, L. Xin, H. Tan, M. Fan, J. Li, Y. Jia, Z. Ling, Y. Chen, X. Hu, Mater. Sci. Eng., C 2017, 81, 522.
[212] A. Fatima, S. Yasir, M. S. Khan, S. Manan, M. W. Ullah, M. Ul-Islam, J. Bioresour. Bioprod. 2021, 6, 26.
[213] P. Basu, U. Narendrakumar, R. Arunachalam, S. Devi, I. Manjubala, ACS Omega 2018, 3, 12622.
[214] S. P. Miguel, R. S. Sequeira, A. F. Moreira, C. S. D. Cabral, A. G. Mendonça, P. Ferreira, I. J. Correia, Eur. J. Pharm. Biopharm. 2019, 139, 1.
[215] S. P. Miguel, A. F. Moreira, I. J. Correia, Int. J. Biol. Macromol. 2019, 127, 460.
[216] S. Moulik, V. Bukke, S. C. Sajja, S. S, Carbohydr. Polym. 2018, 193, 28.
[217] a) J. Gao, S. Japip, T.-S. Chung, Chem. Eng. J. 2018, 353, 689; b) Y. Zhang, H. Sun, H. Sadam, Y. Liu, L. Shao, Chem. Eng. J. 2019, 371, 535.
[218] F. M. Sukma, P. Z. Çulfaz-Emecen, J. Membr. Sci. 2018, 545, 329.
[219] Y. C. Xu, Y. P. Tang, L. F. Liu, Z. H. Guo, L. Shao, J. Membr. Sci. 2017, 526, 32.
[220] S. Rasouli, N. Rezaei, H. Hamedi, S. Zendehboudi, X. Duan, Mater. Des. 2021, 204, 109599.
[221] I. Voigt, H. Richter, M. Stahn, M. Weyd, P. Puhlfürß, V. Prehn, C. Günther, Sep. Purif. Technol. 2019, 215, 329.
[222] J. Ren, Y. Ding, J. Gong, J. Qu, R. Niu, Energy Environ. Mater. 2023, 6, el2376.
[223] A. Arguillarena, M. Margallo, A. Arruti-Fernández, J. Pinedo, P. Gómez, A. Urtiaga, Membranes 2020, 10, 444.
[224] T. T. V. Tran, C. H. Nguyen, W.-C. Lin, R.-S. Juang, Sep. Purif. Technol. 2021, 277, 119615.
[225] Ihsanullah, A. M. Al Amer, T. Laoui, A. Abbas, N. Al-Aqeeli, F. Patel, M. Khraisheh, M. A. Atieh, N. Hilal, Mater. Des. 2016, 89, 549.
[226] R. Hou, C. Fong, B. D. Freeman, M. R. Hill, Z. Xie, Sep. Purif. Technol. 2022, 300, 121863.
[227] F. Galiano, K. Briceño, T. Marino, A. Molino, K. V. Christensen, A. Figoli, J. Membr. Sci. 2018, 564, 562.
[228] S. Roussanaly, R. Anantharaman, K. Lindqvist, H. Zhai, E. Rubin, J. Membr. Sci. 2016, 511, 250.
[229] Y. Wang, H. Huang, X. Wei, Chem. Eng. J. 2018, 333, 66.
[230] Y. S. Lin, M. C. Duke, Curr. Opin. Chem. Eng. 2013, 2, 209.
[231] A. Luiz, D. D. McClure, K. Lim, G. Leslie, H. G. L. Coster, G. W. Barton, J. M. Kavanagh, Desalination 2017, 415, 20.
[232] J. Miao, K. Zhao, F. Guo, L. Xu, Y. Xie, T. Deng, Desalination 2022, 527, 115570.
[233] Z. Jin, F. Meng, H. Gong, C. Wang, K. Wang, J. Membr. Sci. 2017, 529, 252.
[234] K. Kimura, D. Honoki, T. Sato, Sep. Purif. Technol. 2017, 181, 37.
[235] a) Z. Yang, Y. Zhou, Z. Feng, X. Rui, T. Zhang, Z. Zhang, Polymers 2019, 11, 1252; b) N. K. Khanzada, M. U. Farid, J. A. Kharraz, J. Choi, C. Y. Tang, L. D. Nghiem, A. Jang, A. K. An, J. Membr. Sci. 2020, 598, 117672.
[236] J. Radjenović, M. Matošić, I. Mijatović, M. Petrović, D. Barceló, in Emerging Contaminants from Industrial and Municipal Waste (Eds: D. Barceló, M. Petrovic), Springer Berlin Heidelberg, Berlin 2008, pp. 37-101.
[237] V. Gitis, N. Hankins, J. Water Process Eng. 2018, 25, 34.
[238] N. Bolong, A. F. Ismail, M. R. Salim, T. Matsuura, Desalination 2009, 239, 229.
[239] C. N. Mulligan, R. N. Yong, B. F. Gibbs, Eng. Geol. 2001, 60, 371.
[240] M. Takht Ravanchi, T. Kaghazchi, A. Kargari, Desalination 2009, 235, 199.
[241] S. Sobana, R. C. Panda, Rev. Environ. Sci. Biotechnol. 2011, 10, 139.
[242] A. E. G. R. Ananthashankar, J. Chem. Eng. Process Technol. 2013, 5, 1.
[243] a) A. Alkhudhiri, N. Darwish, N. Hilal, Desalination 2012, 287, 2;
b) E. Drioli, A. Ali, F. Macedonio, Desalination 2015, 356, 56.
[244] B. Díez, R. Rosal, Nanotechnol. Environ. Eng. 2020, 5, 15.
www.advenergysustres.com
[245] S. F. Ahmed, F. Mehejabin, A. Momtahin, N. Tasannum, N. T. Faria, M. Mofijur, A. T. Hoang, D. V. N. Vo, T. M. I. Mahlia, Chemosphere 2022, 306, 135527.
[246] L. Zhang, L. Wang, Y. Zhang, D. Wang, J. Guo, M. Zhang, Y. Li, Environ. Res. 2022, 206, 112629.
[247] S. Roy, S. Ragunath, Energies 2018, 11, 2997.
[248] E. Obotey Ezugbe, S. Rathilal, Membranes 2020, 10, 89.
[249] S. Tabraiz, M. Zeeshan, M. B. Asif, S. Iftekhar, Z. Abbas, Hybrid Membrane Bioreactors for Wastewater Treatment, Elsevier, Vietnam 2023.
[250] F. E. Ahmed, A. Khalil, N. Hilal, Desalination 2021, 517, 115183.
[251] T. H. Lee, J. S. Roh, S. Y. Yoo, J. M. Roh, T. H. Choi, H. B. Park, Ind. Eng. Chem. Res. 2020, 59, 5324.
[252] A. M. A. Abdelsamad, M. Matthias, A. S. G. Khalil, M. Ulbricht, Sep. Purif. Technol. 2019, 228, 115767.
[253] Y. Liu, X. Wang, X. Gao, J. Zheng, J. Wang, A. Volodin, Y. F. Xie, X. Huang, B. Van der Bruggen, J. Zhu, J. Membr. Sci. 2020, 596, 117717.
[254] Y. Wang, H. Zhang, C. Song, C. Gao, G. Zhu, J. Membr. Sci. 2020, 614, 118496.
[255] G. Mishra, M. Mukhopadhyay, J. Environ. Chem. Eng. 2021, 9, 104734.
- A. K. PriyaDepartment of Chemical Engineering KPR Institute of Engineering and Technology
Tamilnadu, India
A. K. PriyaProject Prioritization, Monitoring & Evaluation and Knowledge Management Unit
ICAR-Indian Institute of Soil & Water Conservation (ICAR-IISWC) Dehradun, India
H. B. HawashNational Institute of Oceanography and Fisheries, NIOF Cairo, Egypt